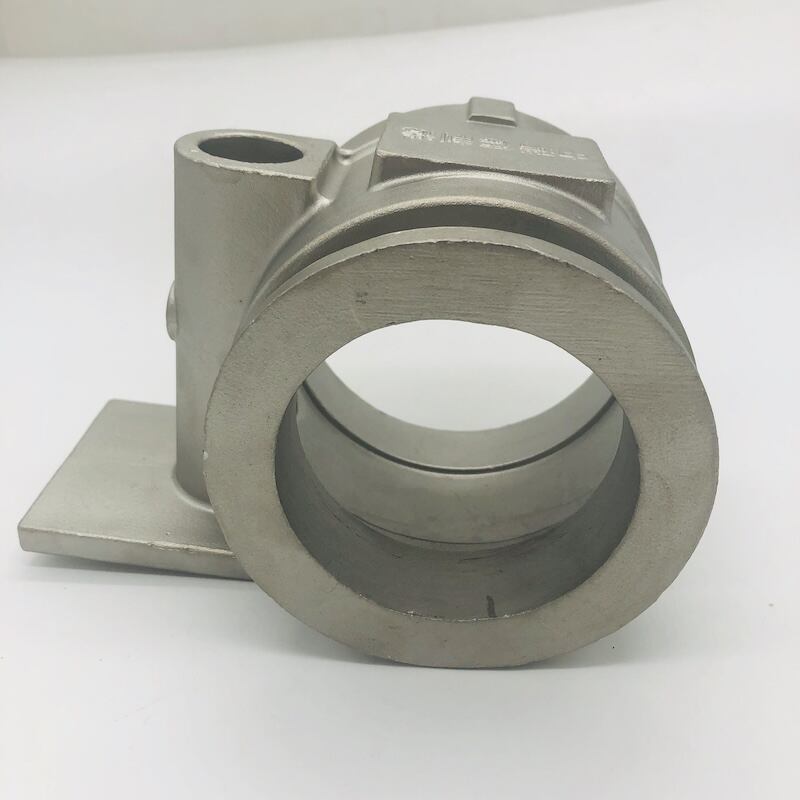
коррозияға төзімді болаттан жасалған балта құюы
Темірқорытпаның балқытылған парафиндық көрсеткішпен дәлдеуі — бұл күрделі металл бұйымдарын өте жоғары дәлдікпен шығару үшін ежелгі металлургиялық әдістер мен заманауи дәлдік инженерлігін ұштастыратын күрделі өндірістік процесі. Бұл әдіс инвестициялық дәлдеу деп те аталады және оның көмегімен қалыптау немесе соғу арқылы дайындау қиын немесе мүлдем мүмкін емес күрделі темірқорытпа бөлшектерін шығаруға болады. Процесс бастапқыда қажетті соңғы өнімді дәл көрсететін парафиндық үлгіні жасаудан басталады. Осы парафин үлгісі көптеген батыру және кептіру циклдары арқылы керамикалық қабық материалмен қапталады, сонда берік форма пайда болғанша қабаттар қалыптасады. Керамикалық қабық толық қатаятын кезде парафин балқытылады да, бастапқы үлгінің дәл көшірмесі болып қалатын бос қуыс қалады. Содан кейін балқытылған темірқорытпа осы қуысқа бақыланатын жағдайларда құйылады, сонда формаға кіретін әрбір күрделі деталь толық толтырылады. Металл қатая және суықтанғаннан кейін керамикалық қабық бұзылады да, дайын темірқорытпа бөлшегі ашылады. Темірқорытпаның балқытылған парафиндық көрсеткішпен дәлдеуінің технологиялық ерекшеліктеріне өте жоғары өлшемдік дәлдік (әдетте 0,005 дюйм ішіндегі дәлдік) және күрделі геометриялық пішіндер, жұқа қабырғалар мен ішкі күрделі өткелдері бар бөлшектерді шығару мүмкіндігі жатады. Бұл процесс 304, 316, 17-4 PH және басқа мамандандырылған қорытпалар сияқты әртүрлі темірқорытпа маркаларын қолдануға мүмкіндік береді; әрбір марка коррозияға төзімділік, беріктік және жылуға төзімділік сияқты нақты қасиеттерге ие. Темірқорытпаның балқытылған парафиндық көрсеткішпен дәлдеуі әуе-ғарыш, медициналық құралдар, автомобиль өндірісі, тамақ өңдеу жабдықтары, теңіз техникасы және өнеркәсіптік машина жасау сияқты көптеген салаларда қолданылады. Әуе-ғарыш саласында бұл дәлдеу әдісі турбина пышақтарын, конструкциялық бөлшектерді және қатаң сапа стандарттарын қанағаттандыратын дәл қосылыстарды шығарады. Медициналық құралдар өндірушілері хирургиялық құралдар, имплантацияланатын бөлшектер және биожағымдылық пен дәлдік талап ететін диагностикалық құралдар үшін темірқорытпаның балқытылған парафиндық көрсеткішпен дәлдеуін қолданады. Автомобиль саласында бұл әдіс жоғары өнімділікті двигатель бөлшектерін, беріліс механизмі бөлшектерін және экстремалық жұмыс жағдайларында төзімділік пен сенімділік талап ететін мамандандырылған құрылғыларды шығару үшін қолданылады.