Виняткові властивості матеріалу та стійкість до корозії
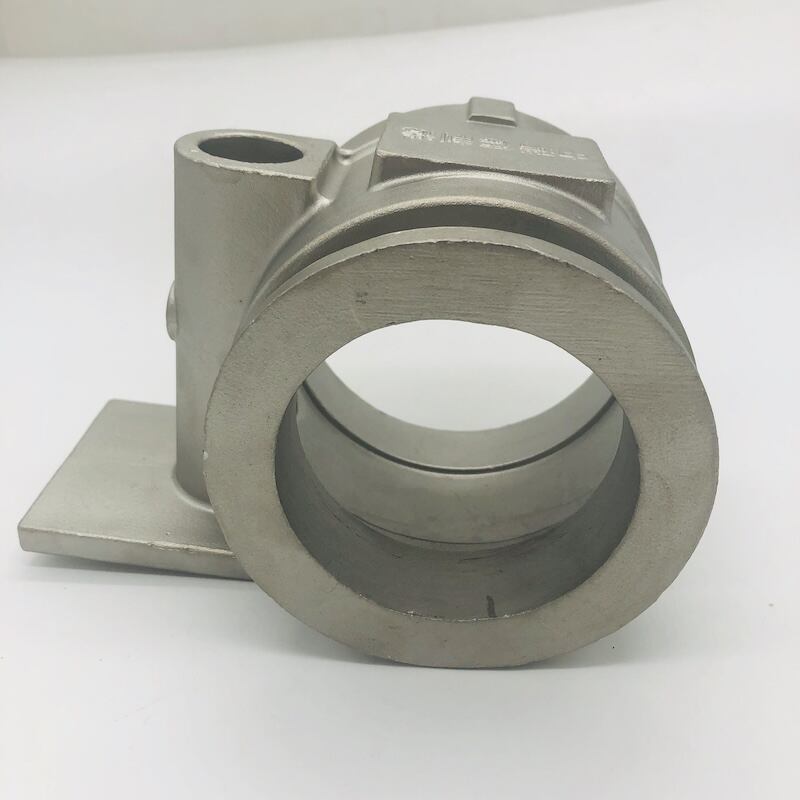
Ливарне виробництво з втратою воску з нержавіючої сталі забезпечує компоненти з винятковими властивостями матеріалу, що забезпечують тривалий термін експлуатації в умовах високих вимог та агресивних експлуатаційних середовищ. Металургійні характеристики, досягнуті завдяки цьому процесу, виникають унаслідок контрольованої кристалізації розплавленої нержавіючої сталі всередині керамічної форми, що призводить до утворення тонкої й однорідної зернистої структури по всьому об’єму деталі. Ця мікроструктура безпосередньо визначає механічні властивості, зокрема межу міцності на розтяг, межу текучості та ударну в’язкість, які відповідають або перевищують галузеві стандарти для конкретних марок сплавів. Корозійна стійкість, притаманна сплавам нержавіючої сталі, повністю реалізується в деталях, отриманих ливарним способом з втратою воску, оскільки процес лиття зберігає оптимальне співвідношення хрому, нікелю та інших легуючих елементів, необхідних для утворення пасивного оксидного шару. Компоненти, виготовлені методом ливарного виробництва з втратою воску з нержавіючої сталі, демонструють відмінну стійкість до окиснення, хімічної дії та деградації під впливом навколишнього середовища, що робить їх ідеальними для морських застосувань, де постійно присутнє вплив морської води, обладнання для переробки харчових продуктів, де санітарія та чистота мають первинне значення, а також хімічних виробництв, де агресивні речовини регулярно контактує з металевими поверхнями. Можливість вибору різних марок нержавіючої сталі дозволяє конструкторам точно підібрати властивості матеріалу під вимоги конкретного застосування — чи то корозійну стійкість у сталі марки 316, чи магнітні властивості у певних феритних марках, чи високу міцність у старіючих сплавах, таких як 17-4 PH. Варіанти термічної обробки додатково розширюють можливості вдосконалення властивостей, що дозволяє виробникам оптимізувати твердість, пластичність та інші характеристики після лиття. Однорідний склад по всьому об’єму кожної деталі забезпечує стабільну поведінку під навантаженням, при циклічних змінах температури та інших експлуатаційних умовах, усуваючи побоювання щодо варіацій властивостей, які можуть мати місце в зварних або збірних конструкціях. Деталі, виготовлені методом ливарного виробництва з втратою воску з нержавіючої сталі, зберігають свою структурну цілісність у широкому діапазоні температур — від кріогенних умов до підвищених температур понад 1000 °F у певних марках сплавів, забезпечуючи надійність у застосуваннях від транспортування рідких газів до вихлопних систем. Природна здатність нержавіючих сталей до наклепу означає, що деталі можуть навіть збільшувати свою міцність у процесі експлуатації в певних умовах, продовжуючи термін корисного використання понад початкові проектні розрахунки. Стійкість до втомного руйнування при циклічному навантаженні робить деталі, виготовлені методом ливарного виробництва з втратою воску з нержавіючої сталі, особливо придатними для динамічних застосувань, таких як робочі колеса насосів, деталі клапанів та механічні зв’язки, що зазнають мільйонів циклів роботи.