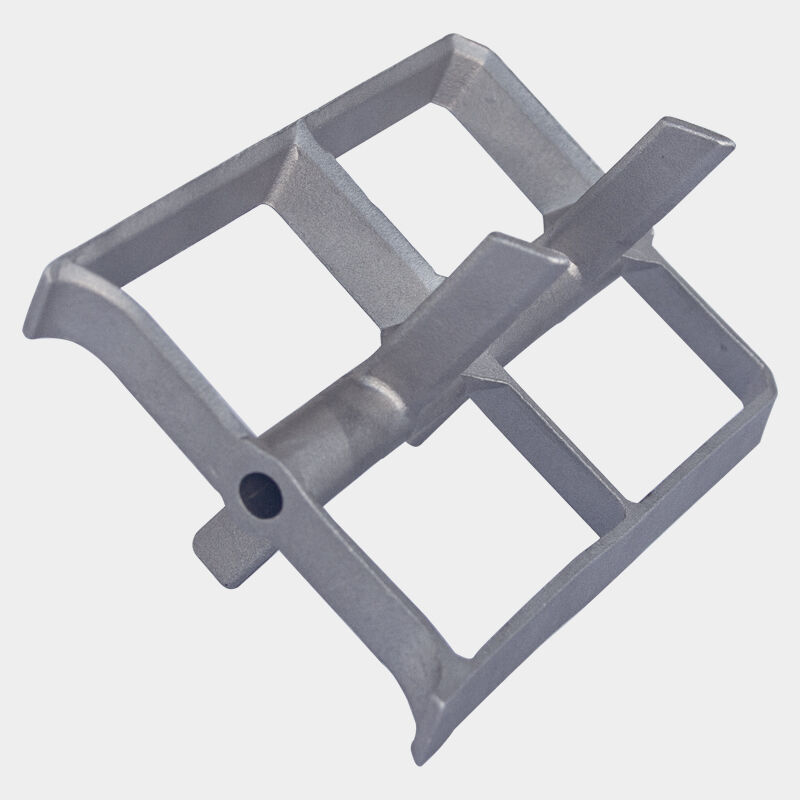
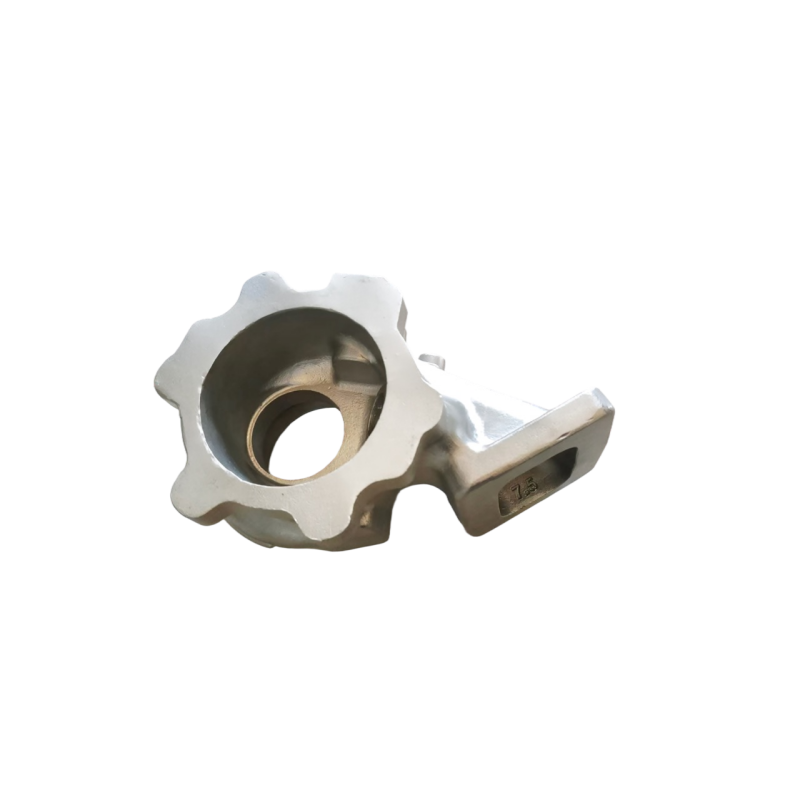
Исключительная точность и возможность создания сложных геометрических форм
Компания по литью стали по выплавляемым моделям обеспечивает беспрецедентную точность при производстве компонентов со сложной геометрией, изготовление которых представляло бы серьёзную трудность или было бы невозможно с использованием других технологий производства. Такая исключительная способность обусловлена фундаментальными особенностями процесса литья по выплавляемым моделям, который с поразительной точностью воспроизводит каждую мельчайшую деталь исходной модели. Обычно данный процесс обеспечивает размерные допуски в пределах ±0,005 дюйма (±0,127 мм) по большинству параметров; при тщательном контроле технологического процесса и последующей высокоточной отделке критически важные размеры могут быть выполнены с ещё более жёсткими допусками. Такой уровень точности чрезвычайно ценен в тех областях применения, где компоненты должны точно стыковаться друг с другом, сохранять строго заданные зазоры или выполнять функции, зависящие от конкретных геометрических соотношений. Помимо простой точности, данный метод превосходно подходит для создания сложных трёхмерных форм, включающих такие элементы, как внутренние полости, переменную толщину стенок, сложные внешние контуры и множество углов в рамках одного литья. Инженеры могут проектировать детали с выступами, обратными углами и детализированной текстурой поверхности, которые формируются непосредственно в форме без необходимости использования съёмных вставок, стержней или сложного оснащения, повышающего стоимость и усложняющего другие литейные процессы. Такая геометрическая свобода позволяет оптимизировать функциональность: конструкторы могут создавать идеальные формы для обеспечения эффективного потока жидкостей или газов, повышения конструктивной эффективности, снижения массы или удовлетворения эстетических требований — не жертвуя при этом эксплуатационными характеристиками из-за ограничений технологии производства. Возможность литья тонких стенок, зачастую толщиной всего 1/16 дюйма (около 1,6 мм), в зависимости от сплава и габаритов детали, обеспечивает значительное снижение массы изделий, что даёт преимущества в производительности или экономии затрат в тех областях применения, где уменьшение массы имеет решающее значение. Одновременно процесс корректно обрабатывает вариации толщины сечений в пределах одной детали, обеспечивая плавный переход от тонких перемычек к массивным приливам в соответствии с требованиями конструкции. Компания по литью стали по выплавляемым моделям может наносить логотипы, номера деталей, коды даты выпуска и другие идентификационные признаки непосредственно на поверхность отливки, тем самым исключая необходимость вторичной маркировки. Кроме того, данный процесс обеспечивает высококачественную поверхность отливки, средняя шероховатость которой обычно составляет от 125 до 250 микродюймов (от 3,2 до 6,3 мкм), что часто полностью устраняет или существенно сокращает объём операций шлифования, полирования и других видов отделки. Совокупность высокой размерной точности, геометрической гибкости и превосходного качества поверхности делает литьё по выплавляемым моделям предпочтительным выбором для ответственных применений в аэрокосмической промышленности, медицинском оборудовании, прецизионных приборах и других областях, где работоспособность компонентов зависит от строжайших технических требований и сложных форм, интегрирующих несколько функций в единые, высокоэффективные конструкции.