industrial pump components
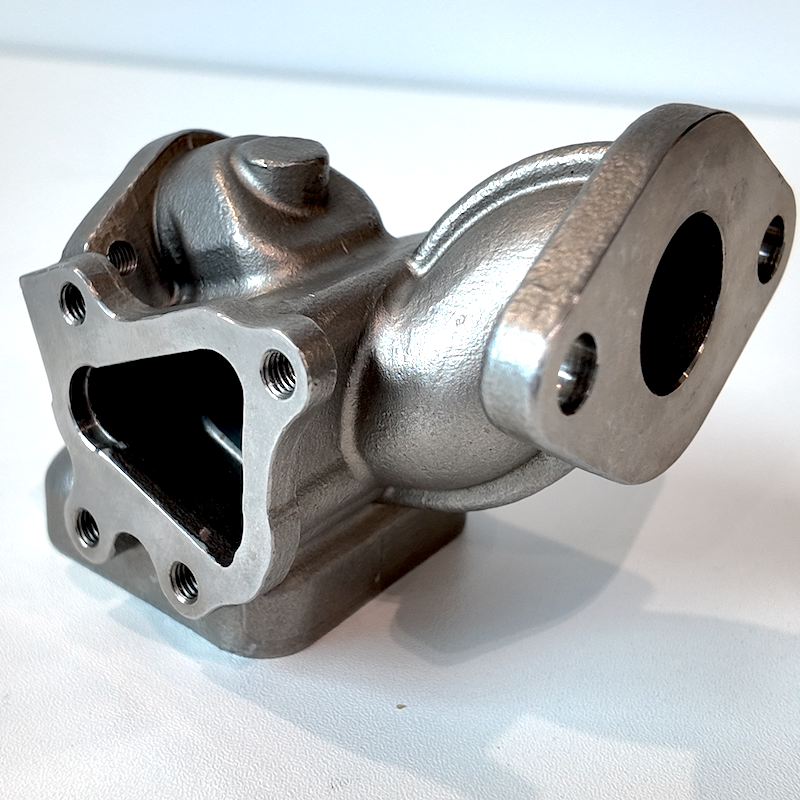
Industrial pump components represent the essential building blocks that enable fluid transfer systems to operate efficiently across manufacturing facilities, processing plants, and heavy-duty industrial environments. These critical elements include impellers, casings, seals, shafts, bearings, gaskets, and wear rings, each playing a vital role in maintaining optimal pump performance. The primary function of industrial pump components is to facilitate the reliable movement of liquids, slurries, chemicals, and other fluids through industrial processes while withstanding demanding operational conditions. Modern industrial pump components incorporate advanced engineering principles and high-grade materials to deliver superior durability and consistent performance. The impeller serves as the heart of the pumping action, converting rotational energy into fluid velocity and pressure. Casings contain the pumped media and direct flow patterns, while mechanical seals prevent leakage and protect against contamination. Shaft components transmit power from motors to impellers, and bearing assemblies support rotating elements while minimizing friction. Technological features of contemporary industrial pump components include precision machining, corrosion-resistant coatings, and optimized hydraulic designs that maximize efficiency. These components are engineered to handle various viscosities, temperatures, and chemical compositions, making them suitable for diverse industrial applications. In chemical processing plants, industrial pump components must resist aggressive substances and maintain integrity under extreme conditions. Food and beverage industries require components that meet sanitary standards and prevent contamination. Water treatment facilities depend on these components for reliable operation in municipal systems. Mining operations utilize heavy-duty industrial pump components designed to handle abrasive slurries. Pharmaceutical manufacturing demands precision-engineered components that ensure product purity. The oil and gas sector relies on robust industrial pump components capable of managing high pressures and hazardous materials. Power generation plants use these components in cooling systems and fuel handling. Manufacturing industries across all sectors depend on industrial pump components to maintain production continuity and operational efficiency.