Точное инженерное проектирование, устраняющее сложность производства
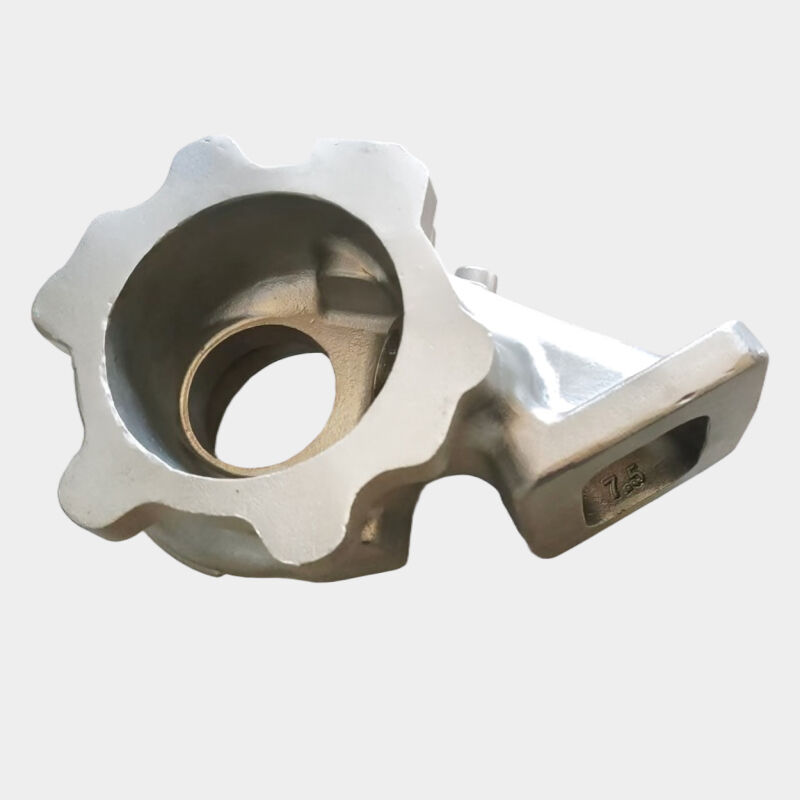
Автомобильные детали, полученные методом литья по выплавляемым моделям, превосходно справляются с преобразованием сложных производственных задач в эффективные и упрощённые процессы изготовления. Это преимущество особенно ценно при работе с компонентами сложной геометрии, для обработки которых потребовались бы многоступенчатые операции механической обработки или сборка нескольких отдельных частей. Традиционные методы производства зачастую требуют значительных затрат времени на подготовку оборудования, специального инструмента и многоэтапных технологических процессов, что увеличивает как себестоимость, так и вероятность возникновения ошибок. Литьё по выплавляемым моделям объединяет все эти сложности в одну производственную операцию. Рассмотрим, например, корпус турбокомпрессора, в котором необходимы внутренние каналы охлаждения, монтажные фланцы под определёнными углами и аэродинамические внешние контуры. Механическая обработка такого компонента потребовала бы дорогостоящего оборудования с пятью координатными осями, множества перенастроек станка и продолжительного времени программирования. Автомобильные детали, полученные методом литья по выплавляемым моделям, устраняют эту сложность, изготавливая весь компонент за одну литейную операцию. Присущая этому процессу высокая точность обеспечивает размерную стабильность, сопоставимую с точностью механически обработанных деталей: типичные допуски составляют ±0,005 дюйма (±0,127 мм) по критическим размерам. Эта точность распространяется и на контроль толщины стенок, позволяя производителям задавать тонкие участки для снижения массы при одновременном сохранении более толстых зон там, где требуется повышенная конструктивная прочность. Вы получаете возможность непосредственно интегрировать в отливку такие элементы, как логотипы, номера деталей и идентификационные метки, что исключает необходимость вторичных операций маркировки. Гладкая поверхность, формируемая при литье автомобильных деталей по выплавляемым моделям (обычно в диапазоне от 63 до 125 микродюймов — от 1,6 до 3,2 мкм), зачастую соответствует конечным техническим требованиям без дополнительного шлифования или полирования. Такая характеристика особенно ценна для компонентов, расположенных на видимых местах, а также для деталей, требующих строго определённого состояния поверхности для обеспечения герметичности или работы в паре трения. Данная технология позволяет реализовывать сложные внутренние элементы — например, каналы охлаждения, масляные магистрали и воздушные проходы, — которые невозможно выполнить механической обработкой после завершения формирования детали. Эта возможность открывает путь к эффективным решениям теплового управления, повышающим эксплуатационные характеристики и ресурс компонентов. Кроме того, автомобильные детали, полученные методом литья по выплавляемым моделям, поддерживают оптимизацию конструкции с помощью компьютерного моделирования и топологического анализа. Инженеры могут удалять материал из зон, не испытывающих нагрузок, добавлять упрочнение там, где это необходимо, и создавать органические формы, обеспечивающие эффективное распределение нагрузок. Такая свобода проектирования позволяет получать детали с улучшенными эксплуатационными характеристиками при одновременном снижении расхода материала, что напрямую способствует повышению эффективности транспортных средств и достижению целей в области устойчивого развития.