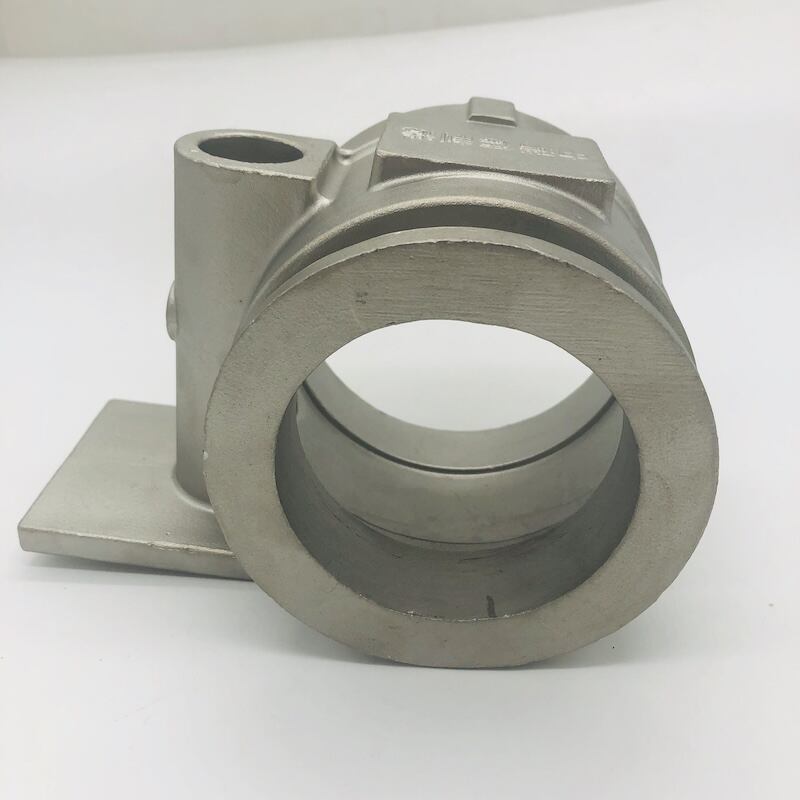
アルミニウム脱蝋鋳造サービス
アルミニウム製失蠟鋳造サービスは、複雑な設計を高精度の金属部品へと変換する高度な製造プロセスです。この古代から伝わる技術は、現代の技術によって進化し、詳細なワックス(蝋)モデルを作成し、それをセラミックシェルで被覆する工程から始まります。シェルが硬化した後、内部のワックスを溶かして除去すると、元の設計を忠実に再現した空洞が残ります。その後、溶融アルミニウムをこの空洞に注入し、冷却・固化させることで、寸法精度および表面仕上げ性に優れた部品が得られます。アルミニウム製失蠟鋳造サービスの主な機能には、従来の切削加工では不可能またはコスト面で非現実的な複雑な形状の部品製造、薄肉部や複雑な内部流路を有する部品の製作、および表面品質が極めて高く、多くの場合、最小限の後工程処理で済む部品の製造が含まれます。本プロセスの技術的特長としては、肉厚0.75mmという極めて薄い壁厚のアルミニウム合金鋳造が可能であること、公差を±0.127mmというきわめて狭い範囲に維持できること、および機械加工部品と同等の表面粗さを達成できることなどが挙げられます。また、純アルミニウムから、銅、シリコン、マグネシウム、亜鉛などを含む特殊アルミニウム合金まで、多様なアルミニウム材質に対応しており、それぞれが異なる機械的特性を提供します。その応用分野は、軽量性と耐久性が不可欠な多岐にわたる産業に及びます。航空宇宙産業では、タービンブレード、構造用ブラケット、燃料システム部品などの製造にアルミニウム製失蠟鋳造サービスが依存されています。医療機器メーカーは、外科手術器具、整形外科用インプラント、診断機器のハウジングなどに本プロセスを活用しています。自動車エンジニアは、トランスミッション部品、エンジン部品、軽量構造部品などに鋳造アルミニウム部品を採用しています。電子機器産業では、ヒートシンク、ハウジング、コネクタ本体の製造に本製造方法が不可欠です。芸術分野への応用には、彫刻制作、ジュエリー製造、建築装飾品の製作などが含まれます。アルミニウム製失蠟鋳造サービスの汎用性は、新規設計の試作、少量生産、および性能がその精密鋳造手法への投資を正当化する高付加価値部品の製造において、不可欠なものとなっています。