Қалдықтарды азайту және екіншілік операцияларды минималдандыру арқылы шығындарды тиімділігі
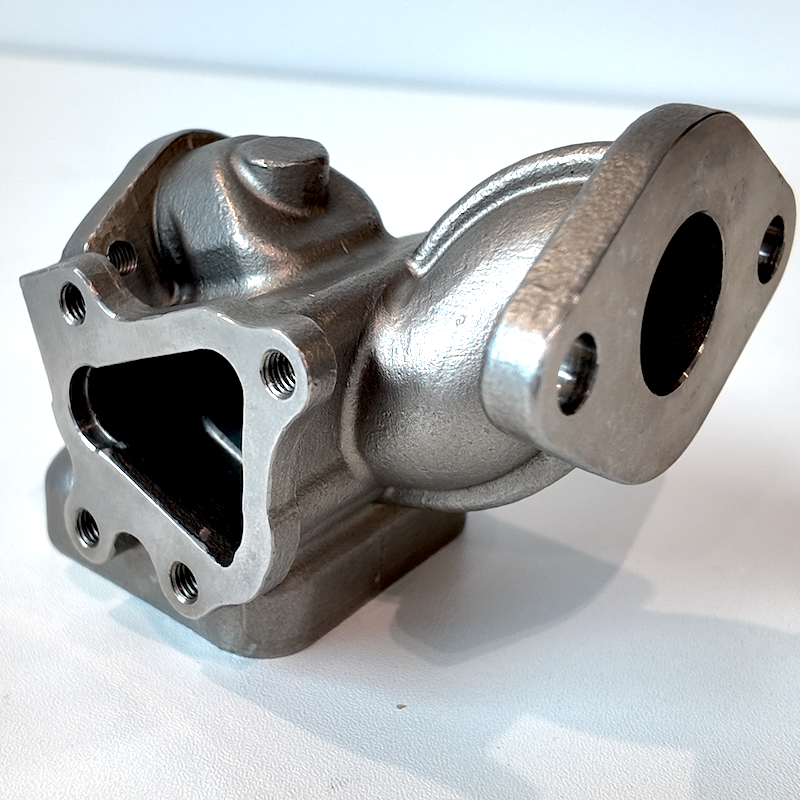
Темірбетондық айналмалы құю процесінің экономикалық артықшылықтары жай ғана бірлік бағасын салыстыруға шектелмейді, ол бастапқы әзірлеуден бастап өндіріс, жинақтау және эксплуатациялық қызметке дейінгі толық өнім өмірлік циклы бойынша жинақталатын толық құн үнемдеуін қамтамасыз етеді. Материалды пайдалану тиімділігі — бұл құю әдісінің ең маңызды экономикалық артықшылықтарының бірі болып табылады, себебі бұл әдіс шикізат кірісі мен дайын бұйым шығысы арасындағы айырманы азайтатын «жакын-желілік» формада өндіруді қамтамасыз етеді. Дәстүрлі фрезерлеу әдісі үлкен өлшемдегі стерженьдерден, плиталардан немесе штамптау бұйымдарынан басталады да, қымбат тұратын темірбетондық болатты қоқысқа айналдырып, оны тарату немесе алғашқы құнының бірнеше пайызына ғана қайта өңдеуге тура келетін кесу операциялары арқылы қатты мөлшерде материалды алып тастайды. Ал айналмалы құю әдісі компоненттерді соңғы өлшемге өте жақын етіп дайындайды, нәтижесінде маңызды беттерде типтік фрезерлеу рұқсаты 0,010–0,030 дюйм (0,25–0,76 мм) құрайды, яғни материалды тиімді пайдаланады. Бұл тиімділік компоненттің өлшемі ұлғая келе және материалдың құны көтерілген сайын барынша маңызды болып табылады; күрделі бөлшектердің фрезерленген нұсқаларымен салыстырғанда материалды 40–60 пайызын үнемдеуі мүмкін. Екіншілік фрезерлеу операцияларының азаюы тікелей төмендетілген өндірістік құндарға алып келеді: станокта өңдеу уақыты азаяды, құрал-саймандардың тозуы төмендейді, энергия тұтынуы азаяды және еңбек шығындары азаяды. Көптеген құйма бөлшектер тек тығыздау беттерінде немесе дәл ішкі диаметрлерде ғана аздап қосымша фрезерлеуді қажет етеді, ал маңызы төмен аймақтар құйылған күйінде қалады, яғни функционалдық сапасын жақсартпайтын, бірақ құнды арттыратын фрезерлеу уақыты сақталады. Темірбетондық айналмалы құю процесі бірнеше фрезерленген бөлшектерді бір ғана құймаға біріктіруге мүмкіндік беретін бөлшек біріктіру стратегияларын қолдануға мүмкіндік береді; бұл жинақтау операцияларын, сатып алынатын бөлшектер санын, қоймадағы өнімді басқаруды жеңілдетеді және еңбек шығындарын талап ететін, сапа ауытқуларын тудыратын жинақтау операцияларын жояды. Мысалы, бес фрезерленген бөлшекті дәнекерлеу арқылы жасалатын сорғы корпусы бір ғана құйма ретінде өндірілуі мүмкін, бұл дәнекерлеуге дайындау, қысымдық құрылғыларды орнату, дәнекерлеу еңбегі, дәнекерленгеннен кейінгі жылумен өңдеу және дәнекерленген қосылыстың сапасын бақылау сияқты барлық операцияларды жояды. Айналмалы құю үшін құрылған қалыптардың құны штамптау қалыптары немесе күрделі фрезерлеу құрылғыларымен салыстырғанда орташа деңгейде қалады, әсіресе төмен немесе орта деңгейдегі өндіріс көлемінде, бір қалып ағашында бірнеше бөлшек өндіруге болатындықтан, үлгілердің құны көптеген бөлшектерге таратылады. Негізгі үлгілерден құю арқылы қол жеткізілетін өлшемдік тұрақтылық бақылау талаптарын және қабылданбау көрсеткіштерін төмендетеді, сондықтан сапа бақылау шығындары төмендейді және жартылай дайындалған бөлшектердің қымбат тұратын қалдықтары азаяды. Әрбір қалып ағашы бір уақытта бірнеше бөлшек өндіретіндіктен, құрылғылар мен еңбек шығындары пропорционал көтерілмей, тиімді өндіріс қуаты артады. Қалыптарды қайта жасамай-ақ өндіріс көлемін реттеуге болатын икемділік нарықтағы сұраныс тербелістеріне қолайлы жауап беруге мүмкіндік береді: баяу кезеңдерде артық қойма қорын ұстау шығындарын болдырмауға және тапсырыстар көтерілген кезде жылдам реакция беруге мүмкіндік береді. Ұзақ мерзімді экономикалық артықшылықтарға компоненттердің жоғары материалдық қасиеттері арқасында қызмет көрсету мерзімінің ұзаруы, эксплуатациялық ақаулардан туындаған кепілдік талаптарының азаюы және тұрақты құйма бөлшектердің жасалған нұсқаларымен салыстырғанда тозу мен коррозияға төзімділігінің жоғары болуы арқасында жөндеу шығындарының төмендеуі жатады. Осы жинақталған экономикалық артықшылықтар темірбетондық айналмалы құю процесін бірлік бағасына ғана назар аудармай, жалпы иелік құнын оптимизациялауға бағытталған тиімді өндірістік таңдау ретінде ұсынады.