Արժեքային արդյունավետություն՝ նվազեցված թափոնների և նվազագույն երկրորդային գործողությունների շնորհիվ
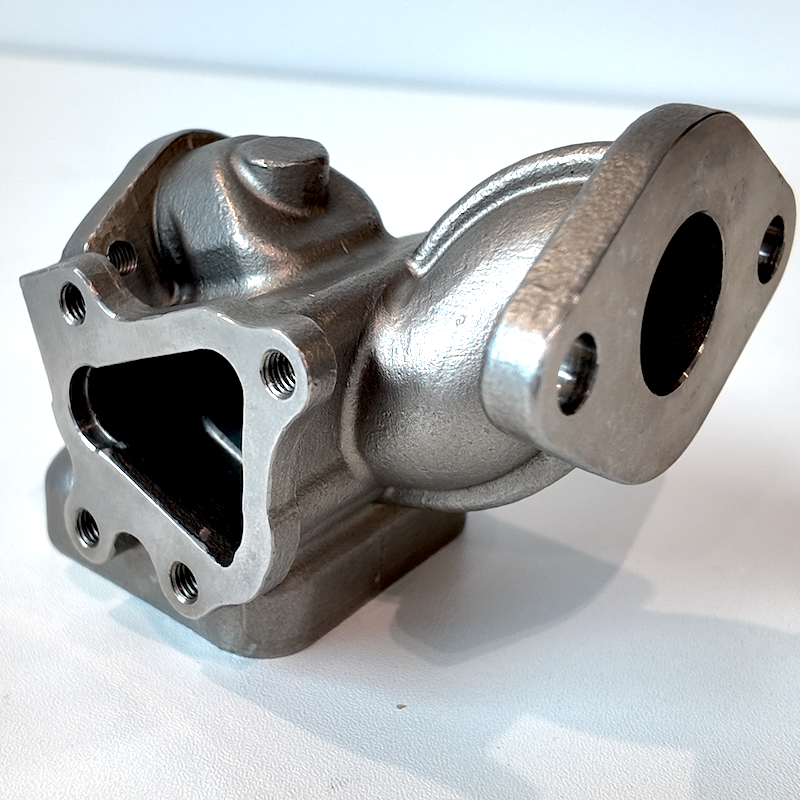
Ստեղծված պարզ մասնակի գների համեմատությունից շատ ավելի հեռու են ստայնլես պողպատի ճարտարապետական ձուլման գործընթացին բնական բերվող տնտեսական առավելությունները, որոնք ապահովում են համապարփակ ծախսերի նվազեցում՝ սկսած սկզբնական մշակման փուլից մինչև արտադրությունը, հավաքածուն, ինչպես նաև շահագործման ժամանակ առաջացող սպասարկման աշխատանքները: Նյութի օգտագործման արդյունավետությունը համարվում է ամենահամոզիչ տնտեսական առավելություններից մեկը, քանի որ այս ձուլման մեթոդը հասնում է մոտավորապես վերջնական ձևի արտադրության, որը նվազեցնում է հումքի մուտքի և վերջնական մասնակի ելքի միջև եղած տարբերությունը: Ավանդական մեքենայացված մշակումը սկսվում է չափազանց մեծ տրամագծով ձողաձև հումքով, թիթեղներով կամ մետաղաձուլված մասնակներով, այնուհետև կտրման գործողությունների միջոցով հեռացվում է մեծ քանակությամբ նյութ, որը թանկարժեք ստայնլես պողպատից վերածվում է անարժեք մետաղափոշիների՝ որոնք պետք է վերամշակվեն կամ վերացվեն սկզբնական արժեքի միայն մի մասի համար: Ճարտարապետական ձուլման մեթոդը, ընդհակառակը, նյութը օգտագործում է ավելի արդյունավետ՝ մասնակները ձևավորելով շատ մոտ վերջնական չափսերին, իսկ կրիտիկական մակերեսների վրա սովորաբար մնում է միայն 0,010–0,030 դյույմ (0,25–0,76 մմ) մեքենայացման թույլատրելի շեղում: Այս արդյունավետությունը ավելի կարևոր է դառնում, երբ մասնակների չափսերը մեծանում են և նյութի գները բարձրանում, իսկ բարդ մասնակների դեպքում նյութի խնայողությունը կարող է հասնել 40–60 %-ի՝ համեմատած մեքենայացված մասնակների հետ: Երկրորդային մեքենայացման գործողությունների նվազեցումը անմիջապես նվազեցնում է արտադրության ծախսերը՝ նվազեցնելով մեքենայի աշխատաժամերը, մեղմացնելով սարքավորումների մաշվածությունը, նվազեցնելով էներգիայի սպառումը և նվազեցնելով աշխատավարձի պահանջը: Շատ ձուլված մասնակներ պահանջում են միայն նվազագույն վերջնամշակում սեռամետ մակերեսների կամ ճշգրիտ անցքերի վրա, իսկ ոչ կրիտիկական տեղամասերը մնում են ձուլված վիճակում, որը վերացնում է ավելորդ մեքենայացման ժամեր, որոնք ավելացնում են ծախսերը՝ առանց ֆունկցիոնալության բարելավման: Ստայնլես պողպատի ճարտարապետական ձուլման գործընթացը թույլ է տալիս մասնակների միավորման ռազմավարություններ, որոնք մի քանի մեքենայացված մասնակները միավորում են մեկ ձուլված մասնակնի մեջ՝ վերացնելով հավաքածուի փուլերը, նվազեցնելով գնված մասնակների քանակը, պարզեցնելով պաշարների կառավարումը և վերացնելով հավաքածուի գործողությունները, որոնք ծախսում են աշխատավարձ և ներմուծում են որակի տատանումներ: Օրինակ, մի պոմպի մարմինը, որը սովորաբար պահանջում է հինգ մեքենայացված մասնակների կառուցում և միացում երկաթամշակմամբ, կարող է արտադրվել որպես մեկ ձուլված մասնակ, որը վերացնում է երկաթամշակման պատրաստումը, ամրացման սարքավորումների օգտագործումը, երկաթամշակման աշխատանքները, երկաթամշակման հետևանքով ջերմային մշակումը և երկաթամշակման ամրության ստուգումը: Ճարտարապետական ձուլման սարքավորումների ծախսերը մնում են չափավոր՝ համեմատած մետաղաձուլման մատրիցների կամ բարդ մեքենայացման սարքավորումների հետ, հատկապես ցածր և միջին արտադրանքի ծավալների դեպքում, երբ մեկ ձուլման ծառից մի քանի մասնակ ստանալու հնարավորությունը մասնակների մեծ քանակի վրա բաշխում է մոդելի ծախսերը: Վերջնական մասնակների չափսերի համապարփակ համապատասխանությունը, որը ստացվում է հիմնարար մոդելներից ձուլելիս, նվազեցնում է ստուգման անհրաժեշտությունը և մերժման մակարդակը, ինչը նվազեցնում է որակի վերահսկման ծախսերը և նվազեցնում է մասնակների մասնակի ավարտման ժամանակ առաջացող թանկարժեք մետաղափոշու առաջացումը: Սարքավորումների սկզբնական կարգավորման ժամանակի առավելությունները առաջանում են այն պատճառով, որ յուրաքանչյուր ձուլման ծառ միաժամանակ արտադրում է մի քանի մասնակ, ինչը մեծացնում է արտադրության արդյունավետ հզորությունը՝ առանց սարքավորումների կամ աշխատավարձի համամասնական աճի: Արտադրանքի ծավալների ճկուն կարգավորման հնարավորությունը՝ առանց կարևոր սարքավորումների փոփոխության, թույլ է տալիս հարմարվել շուկայական պահանջարկի տատանումներին՝ դանդաղ շրջաններում կանխելով ավելցուկային պաշարների պահման ծախսերը և արագ արձագանքելով աճող պատվերներին: Երկարաժամկետ տնտեսական առավելությունները ներառում են մասնակների ավելի երկար շահագործման ժամանակաշրջանը՝ շնորհիվ նրանց գերազանց նյութային հատկությունների, դաշտում առաջացած ավարտական ձախողումների պատճառով երաշխիքային պահանջների նվազեցումը և պահպանման ծախսերի նվազեցումը՝ քանի որ մշակված մասնակները ավելի լավ են դիմանում մաշվածության և կոռոզիայի, քան հավաքված մասնակները: Այս կուտակված տնտեսական առավելությունները ստայնլես պողպատի ճարտարապետական ձուլման գործընթացը դարձնում են տնտեսապես հիմնավորված արտադրական ընտրություն, որը օպտիմալացնում է ընդհանուր սեփականացման ծախսերը՝ այլ ուղղությամբ չկենտրոնանալով միայն սկզբնական մասնակի գնի վրա: