عملية الصب الدقيق من الفولاذ المقاوم للصدأ
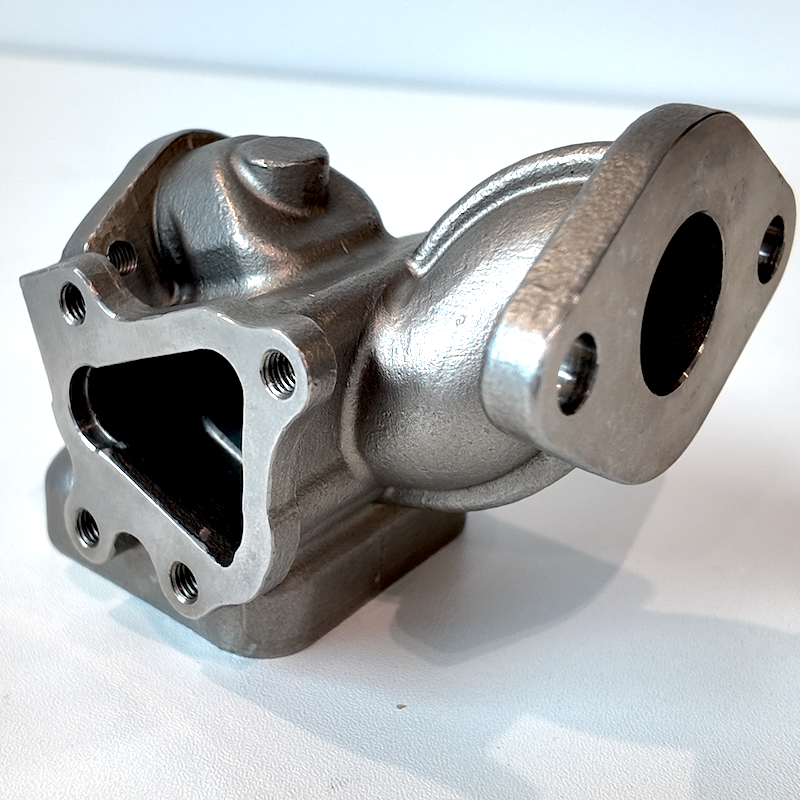
تُعَدُّ عملية الصب بالاستثمار من الفولاذ المقاوم للصدأ تقنية تصنيع متطوِّرة تحوِّل الفولاذ المقاوم للصدأ المنصهر إلى مكونات دقيقة تتميَّز بدقة استثنائية وجودة سطحية فائقة. وهذه الطريقة التي تعود إلى قرونٍ عديدة، والمعروفة أيضًا باسم «الصب بالشمع المفقود»، تطوَّرت لتصبح حلاً صناعيًّا حديثًا لإنتاج الأجزاء المعدنية المعقدة التي يصعب أو يستحيل إنشاؤها باستخدام طرق التشغيل التقليدية. وتبدأ عملية الصب بالاستثمار من الفولاذ المقاوم للصدأ بإنشاء نموذج شمعي تفصيلي يُعيد تمثيل الشكل النهائي المطلوب للمكوِّن بدقة متناهية. ثم تُركَّب عدة نماذج شمعية على نظام جذع مركزي (سبرو)، مشكِّلةً تركيبًا على هيئة «شجرة» يسمح بصب عدد كبير من الأجزاء في وقتٍ واحد. وبعد ذلك، يُغمَس هذا التجميع مرارًا وتكرارًا في خليط سيراميكي سائل ويُغطَّى بمواد مقاومة للحرارة ناعمة، مما يؤدي إلى تشكيل غلاف سيراميكي متين حول النماذج الشمعية. وعندما يصل الغلاف السيراميكي إلى السُمك والمتانة الكافيين، يُعرَّض لعملية تسخين تؤدي إلى إذابة الشمع تمامًا، تاركًا وراءه قالبًا سيراميكياً مجوفاً. ثم يُسكب الفولاذ المقاوم للصدأ المنصهر، المسخَّن إلى درجات حرارة تتجاوز ١٥٠٠ درجة مئوية، في هذه التجويف، ليملأ كل التفاصيل الدقيقة للقالب. وبعد أن يتصلَّب المعدن ويبرد، يُزال الغلاف السيراميكي بالتكسير، ليظهر المكونات المسبوكة من الفولاذ المقاوم للصدأ. وتتفوق عملية الصب بالاستثمار من الفولاذ المقاوم للصدأ في إنتاج الأجزاء ذات الهندسات المعقدة، والجدران الرقيقة، والممرات الداخلية الدقيقة، والتسامحات الضيقة التي تتراوح عادةً بين ٠٫٠٠٣ و٠٫٠٠٥ بوصة لكل بوصة. وتُطبَّق هذه الطريقة التصنيعية على نطاق واسع في قطاعات صناعية متنوِّعة تشمل: الطيران والفضاء، والأجهزة الطبية، والسيارات، ومعالجة الأغذية، والمعدات البحرية، والآلات الصناعية. ومن أبرز المكونات المنتَجة بهذه العملية: شفرات التوربينات، والأدوات الجراحية، وعلب المضخات، وأجسام الصمامات، ومكونات الأسلحة النارية، والعناصر المعمارية الزخرفية. كما أن الخصائص التكنولوجية لهذه العملية تتيح للمصنِّعين دمج عدة أجزاء في صبٍّ واحد، وتقليل الهدر في المواد، والحد من عمليات التشغيل الثانوية، وتحقيق تشطيبات سطحية ممتازة مباشرةً من القالب. وتجعل المرونة في التعامل مع مختلف سبائك الفولاذ المقاوم للصدأ — ابتداءً من الدرجات الأوستنيتية مثل ٣٠٤ و٣١٦ وانتهاءً بالدرجات المارتنسيتية وأنواع الترسيب المتصلب — من هذه العملية عنصراً لا غنى عنه في التطبيقات التي تتطلب مقاومة التآكل، والقوة، والتوافق الحيوي.