กระบวนการหล่อแบบลงทุนด้วยสแตนเลสสตีล
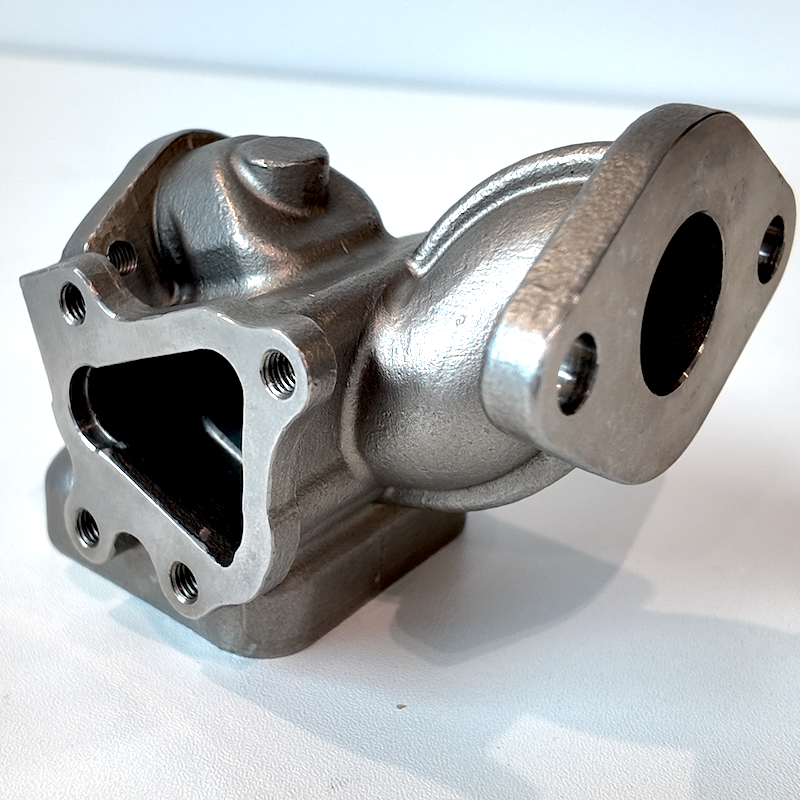
กระบวนการหล่อแบบลงแม่พิมพ์ด้วยขี้ผึ้ง (Investment Casting) ที่ใช้สแตนเลส เป็นเทคนิคการผลิตขั้นสูงที่เปลี่ยนสแตนเลสหลอมเหลวให้กลายเป็นชิ้นส่วนที่มีความแม่นยำสูงและคุณภาพผิวที่ยอดเยี่ยม วิธีการนี้ซึ่งมีมาตั้งแต่หลายศตวรรษก่อน หรือที่เรียกกันอีกอย่างว่า 'การหล่อแบบขี้ผึ้งหาย' (Lost-Wax Casting) ได้พัฒนาขึ้นเป็นโซลูชันเชิงอุตสาหกรรมสมัยใหม่สำหรับการผลิตชิ้นส่วนโลหะที่มีความซับซ้อน ซึ่งจะยากหรือเป็นไปไม่ได้ที่จะสร้างขึ้นด้วยวิธีการกลึงแบบดั้งเดิม กระบวนการหล่อแบบลงแม่พิมพ์ด้วยขี้ผึ้งที่ใช้สแตนเลสเริ่มต้นจากการสร้างแม่พิมพ์ขี้ผึ้งที่มีรายละเอียดครบถ้วน ซึ่งจำลองรูปร่างของชิ้นส่วนสุดท้ายที่ต้องการอย่างแม่นยำ แม่พิมพ์ขี้ผึ้งหลายชิ้นจะถูกประกอบเข้ากับระบบแกนกลาง (sprue system) เพื่อจัดเรียงเป็นโครงสร้างคล้ายต้นไม้ ซึ่งช่วยให้สามารถหล่อชิ้นส่วนจำนวนมากพร้อมกันได้ จากนั้นโครงสร้างนี้จะถูกจุ่มลงในสารเคลือบเซรามิก (ceramic slurry) และเคลือบด้วยวัสดุทนไฟชนิดละเอียดซ้ำๆ จนเกิดเปลือกเซรามิกที่แข็งแรงหุ้มรอบแม่พิมพ์ขี้ผึ้ง เมื่อเปลือกเซรามิกมีความหนาและแข็งแรงเพียงพอแล้ว จะนำเข้าสู่กระบวนการให้ความร้อนเพื่อละลายขี้ผึ้งออกทั้งหมด ทิ้งไว้เพียงแม่พิมพ์เซรามิกกลวงเท่านั้น จากนั้นจึงเทสแตนเลสหลอมเหลวที่มีอุณหภูมิสูงกว่า 1,500 องศาเซลเซียส เข้าไปในโพรงแม่พิมพ์นี้ เพื่อให้เติมเต็มทุกรายละเอียดที่ซับซ้อนของแม่พิมพ์อย่างสมบูรณ์ หลังจากที่โลหะแข็งตัวและเย็นลงแล้ว จะทำลายเปลือกเซรามิกออกเพื่อเปิดเผยชิ้นส่วนสแตนเลสที่ผ่านการหล่อแล้ว กระบวนการหล่อแบบลงแม่พิมพ์ด้วยขี้ผึ้งที่ใช้สแตนเลสโดดเด่นในการผลิตชิ้นส่วนที่มีรูปทรงเรขาคณิตซับซ้อน ผนังบาง ช่องทางภายในที่สลับซับซ้อน และความคลาดเคลื่อนที่แคบมาก โดยมักอยู่ในช่วง 0.003–0.005 นิ้วต่อนิ้ว วิธีการผลิตนี้มีการนำไปใช้อย่างแพร่หลายในหลากหลายอุตสาหกรรม เช่น อวกาศ การแพทย์ ยานยนต์ การแปรรูปอาหาร อุปกรณ์ทางทะเล และเครื่องจักรอุตสาหกรรม ชิ้นส่วนที่ผลิตด้วยกระบวนการนี้ ได้แก่ ใบพัดเทอร์ไบน์ เครื่องมือผ่าตัด ตัวเรือนปั๊ม ตัวเรือนวาล์ว ชิ้นส่วนอาวุธปืน และองค์ประกอบตกแต่งทางสถาปัตยกรรม คุณสมบัติทางเทคโนโลยีของกระบวนการนี้ช่วยให้ผู้ผลิตสามารถรวมชิ้นส่วนหลายชิ้นให้เป็นชิ้นเดียวผ่านการหล่อเพียงครั้งเดียว ลดของเสียจากวัสดุ ลดจำนวนขั้นตอนการกลึงรอง และได้ผิวสัมผัสที่เหนือกว่าโดยตรงจากแม่พิมพ์ นอกจากนี้ ความยืดหยุ่นในการใช้งานโลหะผสมสแตนเลสหลากหลายชนิด — ตั้งแต่เกรดออสเทนิติก เช่น 304 และ 316 ไปจนถึงเกรดมาร์เทนซิติกและเกรดที่เสริมความแข็งด้วยการตกตะกอน (precipitation-hardening) — ทำให้กระบวนการนี้มีคุณค่าอย่างยิ่งสำหรับการใช้งานที่ต้องการคุณสมบัติทนการกัดกร่อน ความแข็งแรง และความเข้ากันได้ทางชีวภาพ