Azaltılmış Atık ve En Aza İndirgenmiş İkincil İşlemler Aracılığıyla Maliyet Verimliliği
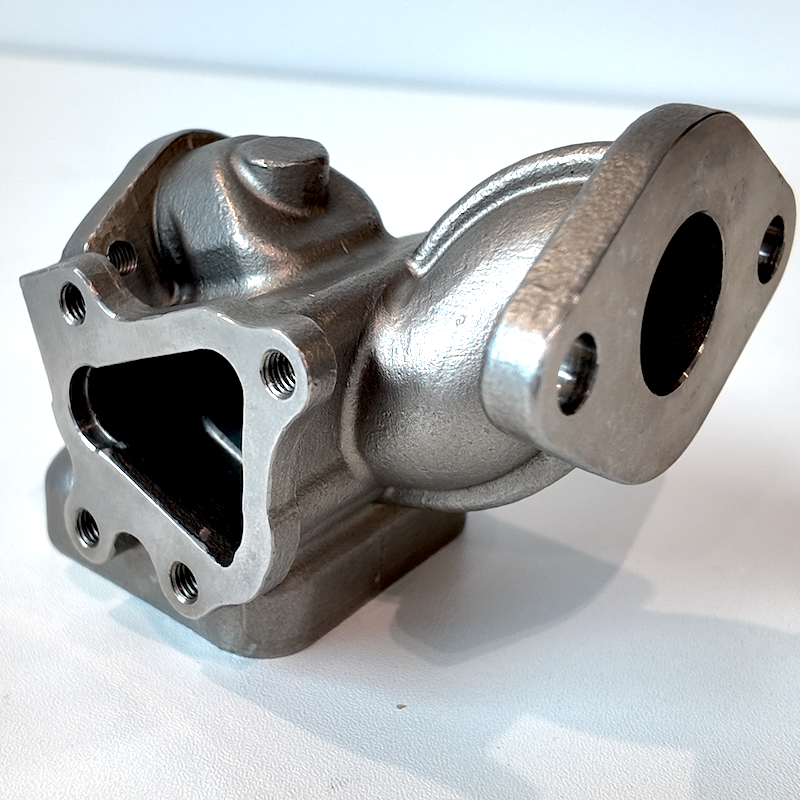
Paslanmaz çelik yatırım döküm sürecinin içerdiği ekonomik avantajlar, basit parça fiyat karşılaştırmalarının çok ötesine uzanır ve ürünün yaşam döngüsünün tamamı boyunca — başlangıçtaki geliştirme aşamasından üretim, montaj ve saha hizmetlerine kadar — biriken kapsamlı maliyet tasarrufları sağlar. Malzeme kullanım verimliliği, bu döküm yönteminin en ikna edici ekonomik faydalarından biridir; çünkü bu yöntem, ham madde girdisi ile nihai bileşen çıktısı arasındaki farkı en aza indiren neredeyse net şekil (near-net-shape) üretimi gerçekleştirir. Geleneksel tornalama işlemi, fazladan büyük çapta çubuk malzeme, levha veya dövme parçalardan başlar ve ardından pahalı paslanmaz çeliğin büyük miktarlarını kesme işlemleriyle uzaklaştırarak, orijinal maliyetinin yalnızca küçük bir kesrini geri kazandıran, değersiz talaşlara dönüştürür. Buna karşılık yatırım döküm yöntemi, bileşenleri nihai boyutlara çok yakın şekilde oluşturarak malzemeyi verimli kullanır; kritik yüzeylerde tipik olarak yalnızca 0,010 ila 0,030 inçlik (0,25–0,76 mm) işlenebilirlik payı bırakılır. Bu verimlilik, bileşen büyüklüğü arttıkça ve malzeme maliyetleri yükseldikçe giderek daha belirgin hâle gelir; karmaşık parçalarda, tornalanmış alternatiflere kıyasla %40–60 oranında malzeme tasarrufu sağlanabilir. İkincil tornalama işlemlerindeki azalma, makine çalışma süresindeki düşüş, takımların aşınmasındaki azalma, enerji tüketimindeki azalma ve iş gücü gereksinimindeki düşüş yoluyla doğrudan üretim maliyetlerinde azalmaya yol açar. Birçok döküm parçası yalnızca sızdırmazlık yüzeyleri veya hassas delikler üzerinde küçük bitirme tornalaması gerektirirken, kritik olmayan bölgeler döküm sonrası durumda kalır; bu da işlevselliği artırmadan maliyeti artırarak gereksizce harcanan saatlerce tornalama işlemini ortadan kaldırır. Paslanmaz çelik yatırım döküm süreci, birden fazla tornalanmış bileşeni tek bir döküm parçasına birleştiren parça entegrasyonu stratejilerini mümkün kılar; böylece imalat adımları ortadan kalkar, satın alınan parça sayısı azalır, envanter yönetimi basitleşir ve iş gücü tüketen, kalite değişkenliğine yol açan montaj işlemleri ortadan kalkar. Örneğin beş ayrı tornalanmış parçanın kaynakla birleştirilmesi gereken bir pompa muhafazası, tek bir döküm parçası olarak üretilebilir; bu durumda kaynak hazırlığı, sabitleme, kaynak işçiliği, kaynaktan sonraki ısı işlemi ve kaynak bütünlüğünün muayenesi gibi işlemler de ortadan kalkar. Yatırım dökümü için kalıp maliyetleri, özellikle düşük ve orta üretim hacimlerinde, bir kalıp ağacından çok sayıda parça üretilmesi sayesinde model maliyetlerinin birçok bileşen üzerinden amorti edilmesi nedeniyle, dövme kalıplarına veya karmaşık tornalama aparatlarına kıyasla makul düzeyde kalır. Ana modellerden yapılan dökümle elde edilen boyutsal tutarlılık, muayene gereksinimlerini ve reddedilme oranlarını azaltarak kalite kontrol maliyetlerini düşürür ve kısmen tamamlanmış bileşenlerin pahalı hurda oluşunu en aza indirir. Her bir kalıp ağacının aynı anda birden fazla parça üretmesi, kurulum süresi avantajları yaratırken ekipman veya iş gücüne orantılı artış olmadan etkin üretim kapasitesini artırır. Önemli kalıp değişiklikleri gerektirmeden üretim hacimlerini ayarlama esnekliği, piyasa talep dalgalanmalarına uyum sağlamayı kolaylaştırır; bu da yavaş dönemlerde fazla stok taşıma maliyetlerini önlerken, artan siparişlere hızlı yanıt vermeyi sağlar. Uzun vadeli mali avantajlar arasında, üstün malzeme özelliklerinden kaynaklanan bileşenlerin daha uzun servis ömrü, sahada meydana gelen arızalardan kaynaklanan garanti taleplerinde azalma ve dayanıklı döküm parçaların, imal edilmiş alternatiflere kıyasla aşınmaya ve korozyona daha iyi direnç göstermesi nedeniyle bakım maliyetlerinde azalma yer alır. Bu biriken ekonomik avantajlar, paslanmaz çelik yatırım döküm sürecini, yalnızca başlangıçtaki parça fiyatına odaklanmak yerine toplam sahip olma maliyetini optimize eden, finansal olarak akılcı bir üretim seçeneği haline getirir.