فرآیند ریختهگری دقیق فولاد ضدزنگ
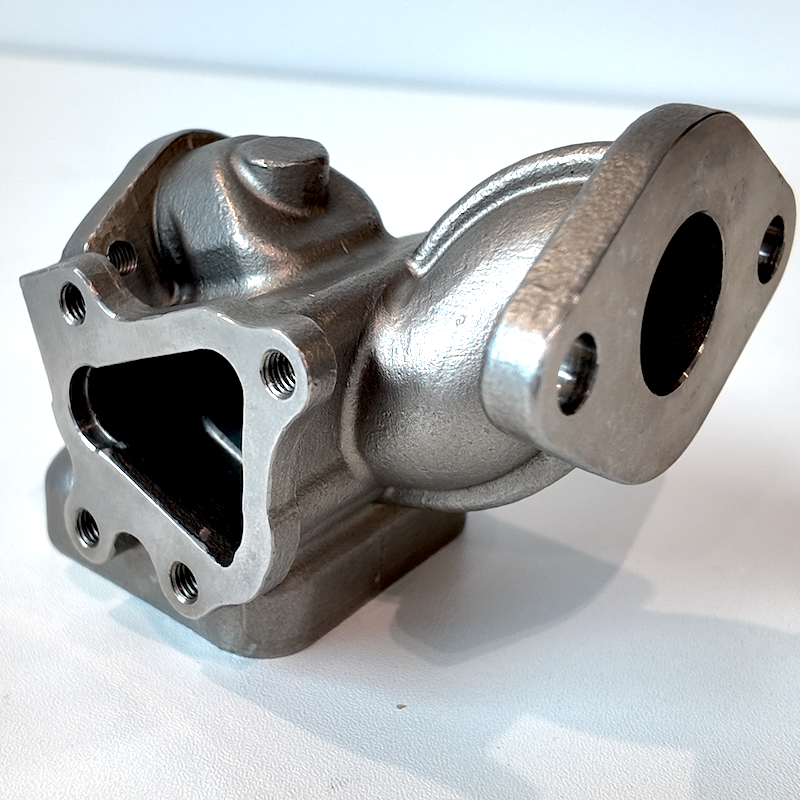
فرآیند ریختهگری تزریقی فولاد ضدزنگ، روشی پیشرفته از تولید است که فولاد ضدزنگ مذاب را به قطعات دقیقی با دقت بسیار بالا و کیفیت سطحی عالی تبدیل میکند. این روش کهنالسن که همچنین با نام ریختهگری شمعی شناخته میشود، به راهحلی صنعتی مدرن برای تولید قطعات فلزی پیچیده تبدیل شده است که تولید آنها با روشهای ماشینکاری سنتی دشوار یا غیرممکن خواهد بود. فرآیند ریختهگری تزریقی فولاد ضدزنگ با ساخت الگویی دقیق از شمع آغاز میشود که دقیقاً شکل قطعه نهایی مورد نظر را تقلید میکند. چندین الگوی شمعی روی سیستم مرکزی راهانداز (اسپرو) مونتاژ میشوند و ساختاری درختمانند ایجاد میکنند که امکان ریختهگری همزمان تعداد زیادی قطعه را فراهم میسازد. این مجموعه سپس بهطور مکرر در سوسپانسیون سرامیکی غوطهور شده و با مواد نسوز ریزپودر پوشش داده میشود تا پوستهای محکم دور الگوهای شمعی ایجاد گردد. پس از اینکه پوسته سرامیکی به ضخامت و استحکام کافی برسد، تحت فرآیند حرارتی قرار میگیرد تا شمع ذوب و خارج شود و قالب سرامیکی توخالی باقی بماند. فولاد ضدزنگ مذاب که تا دمایی بیش از ۱۵۰۰ درجه سانتیگراد گرم شده است، در این حفره ریخته میشود و تمام جزئیات ظریف قالب را پر میکند. پس از انجماد و سرد شدن، پوسته سرامیکی شکسته و قطعات ریختهگریشده از فولاد ضدزنگ آشکار میشوند. این فرآیند در تولید قطعاتی با هندسههای پیچیده، دیوارههای نازک، مسیرهای داخلی ظریف و تلرانسهای بسیار دقیق (معمولاً در محدوده ۰٫۰۰۳ تا ۰٫۰۰۵ اینچ در هر اینچ) برجسته است. این روش تولیدی کاربردهای گستردهای در صنایع متنوعی از جمله هوافضا، ابزارهای پزشکی، خودروسازی، فرآوری مواد غذایی، تجهیزات دریایی و ماشینآلات صنعتی دارد. قطعات تولیدشده از این فرآیند شامل پرههای توربین، ابزارهای جراحی، پوستههای پمپ، بدنههای شیر، اجزای اسلحه و عناصر معماری تزئینی میباشند. ویژگیهای فنی این فرآیند به تولیدکنندگان اجازه میدهد تا چندین قطعه را در یک ریختهگری واحد ادغام کنند، ضایعات مواد را کاهش دهند، عملیات ماشینکاری ثانویه را به حداقل برسانند و بدون نیاز به پرداخت اضافی، سطوحی با کیفیت بسیار بالا از قالب بهدست آورند. انعطافپذیری این فرآیند در کار با آلیاژهای مختلف فولاد ضدزنگ — از درجات آستنیتی مانند ۳۰۴ و ۳۱۶ تا انواع مارتنزیتی و سختشونده از طریق رسوب — این روش را برای کاربردهایی که مقاومت در برابر خوردگی، استحکام و زیستسازگاری را میطلبد، بسیار ارزشمند میسازد.