Kostnadseffektivitet gjennom redusert avfall og minimale sekundære operasjoner
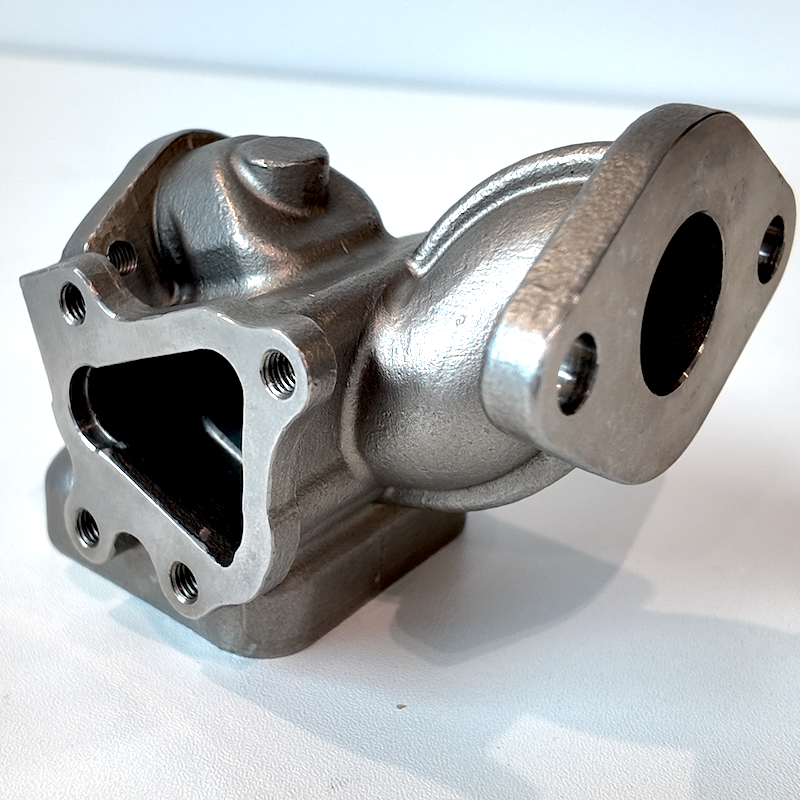
De økonomiske fordelene ved støpeprosessen for rustfritt stål ved investeringsstøping strekker seg langt forbi enkle sammenligninger av stykkpriser og gir omfattende kostnadsbesparelser som akkumuleres gjennom hele produktets livssyklus – fra innledende utvikling, via produksjon og montering, til service i felt. Effektiv bruken av materiale står som én av de mest overbevisende økonomiske fordelene, siden denne støpemetoden oppnår nesten-nettoform-produksjon som minimerer avstanden mellom mengden råmateriale som settes inn og den ferdige komponentens utgangsmengde. Tradisjonell maskinbearbeiding starter med for store stavmaterialer, plater eller smidde deler, og fjerner deretter betydelig mengde materiale gjennom skjæring som omdanner dyrt rustfritt stål til verdeløse spåner som må disponeres eller resirkuleres til en brøkdel av den opprinnelige kostnaden. Ved investeringsstøping brukes derimot materialet mye mer effektivt, ved at komponentene formas svært nær sine endelige mål, med typiske bearbeidingsfradrag på bare 0,25–0,76 mm på kritiske overflater. Denne effektiviteten blir stadig viktigere jo større komponentene er og jo høyere materialekostnadene blir, og komplekse deler kan potensielt spare 40–60 prosent av materialet sammenlignet med maskinbearbeidede alternativer. Reduksjonen i sekundære maskinbearbeidingsoperasjoner fører direkte til lavere produksjonskostnader gjennom redusert maskintid, mindre slitasje på verktøy, lavere energiforbruk og reduserte arbeidskraftkrav. Mange støpte komponenter krever kun minimal avsluttende bearbeiding på tetningsflater eller presisjonsboringer, mens ikke-kritiske områder beholder sin opprinnelige støpte tilstand, noe som eliminerer timer med unødvendig bearbeiding som øker kostnadene uten å forbedre funksjonaliteten. Støpeprosessen for rustfritt stål ved investeringsstøping muliggjør strategier for delkonsolidering som kombinerer flere maskinbearbeidede deler til én enkelt støpt komponent, noe som eliminerer fabrikasjonssteg, reduserer antallet kjøpte deler, forenkler lagerstyring og fjerner monteringsoperasjoner som forbruker arbeidskraft og introduserer kvalitetsvariasjon. Et pumpehus som ellers ville kreve sveising av fem maskinbearbeidede deler kan fremstilles som én enkelt støpt komponent, hvilket eliminerer sveiseforberedelse, fastspenning, sveisearbeid, ettervärmebehandling og inspeksjon av sveiseskiktets integritet. Verktøykostnadene for investeringsstøping forblir moderate i forhold til smiddie eller komplekse maskinbearbeidingsfiksturer, spesielt ved lave til middels produksjonsvolum der muligheten til å produsere flere deler per støpetre sprever mønsterkostnadene over mange komponenter. Den dimensjonelle konsekvensen som oppnås ved støping fra mastermønstre reduserer inspeksjonsbehovet og avvisningsraten, noe som senker kvalitetskontrollkostnadene og minimerer dyre avfallskomponenter som allerede er delvis ferdigstilt. Fordelen med kortere oppsettstid kommer fram fordi hvert støpetre produserer flere deler samtidig, noe som øker den effektive produksjonskapasiteten uten proporsjonale økninger i utstyr eller arbeidskraft. Fleksibiliteten til å justere produksjonsvolum uten betydelige endringer i verktøy tillater tilpasning til svingninger i markedets etterspørsel, noe som hindrer unødige lagerkostnader under perioder med lav etterspørsel og samtidig muliggjør rask respons på økte ordre. Langsiktige kostnadsfordeler inkluderer forlenget levetid for komponentene på grunn av bedre materialegenskaper, færre garantikrav som følge av feil i bruk, samt lavere vedlikeholdskostnader, da slitesterke støpte deler tåler slitasje og korrosjon bedre enn fabrikerte alternativer. Disse kumulative økonomiske fordelene gjør støpeprosessen for rustfritt stål ved investeringsstøping til et økonomisk velbegrunnet valg for produksjon som optimaliserer totalkostnaden for eierskap, i stedet for å fokusere utelukkende på den opprinnelige stykkprisen.