Экономическая эффективность за счёт снижения отходов и минимального объёма вторичных операций
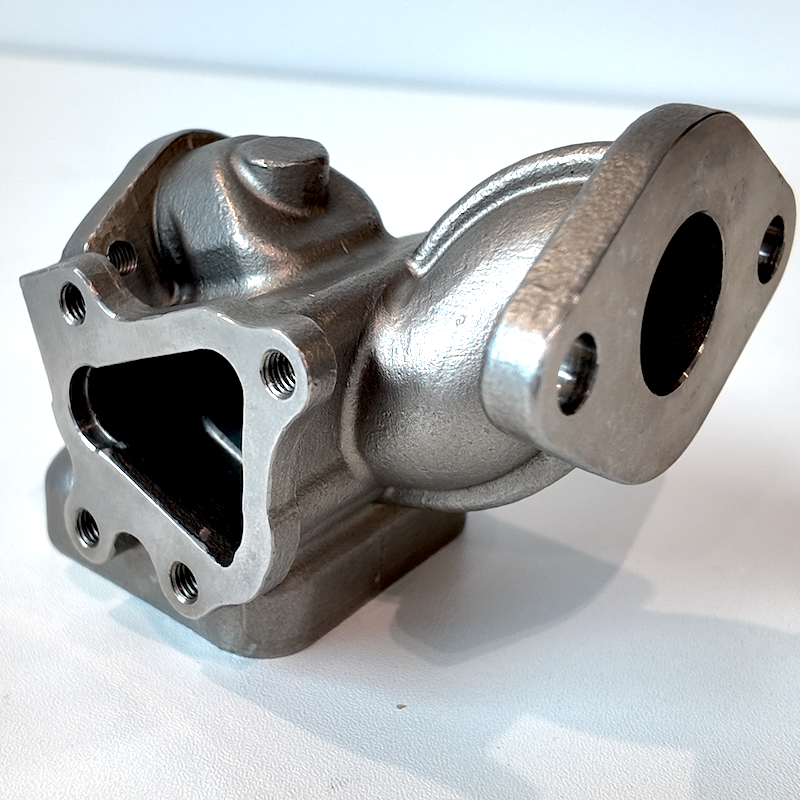
Экономические преимущества, присущие процессу литья по выплавляемым моделям из нержавеющей стали, выходят далеко за рамки простого сравнения цен на единицу продукции и обеспечивают комплексную экономию, накапливающуюся на протяжении всего жизненного цикла изделия — от первоначальной разработки до производства, сборки и сервисного обслуживания в эксплуатации. Эффективность использования материала является одним из наиболее убедительных экономических преимуществ, поскольку данный литейный метод обеспечивает получение заготовок, близких к окончательной форме (near-net-shape), что сводит к минимуму разницу между количеством исходного сырья и массой готового компонента. Традиционная механическая обработка начинается с заготовок увеличенных размеров — прутков, листов или поковок, — после чего значительный объём дорогостоящей нержавеющей стали удаляется путём резания и превращается в бесполезные стружки, требующие утилизации или вторичной переработки по цене, составляющей лишь небольшую долю первоначальной стоимости. В отличие от этого, литьё по выплавляемым моделям обеспечивает эффективное использование материала за счёт формирования деталей, геометрические параметры которых очень близки к конечным; при этом припуски на последующую механическую обработку на ответственных поверхностях обычно составляют всего 0,010–0,030 дюйма (0,25–0,76 мм). Такая эффективность становится особенно значимой по мере увеличения габаритов детали и роста стоимости материалов: для сложных изделий экономия материала по сравнению с аналогами, полученными механической обработкой, может достигать 40–60 %. Сокращение объёма вторичной механической обработки напрямую снижает производственные затраты за счёт сокращения времени работы станков, уменьшения износа инструмента, снижения энергопотребления и сокращения трудозатрат. Многие литые детали требуют лишь минимальной финишной обработки на уплотнительных поверхностях или в прецизионных отверстиях, тогда как неответственные участки остаются в состоянии «после литья», что позволяет исключить часы излишней механической обработки, увеличивающей себестоимость без повышения функциональности изделия. Процесс литья по выплавляемым моделям из нержавеющей стали позволяет реализовывать стратегии объединения деталей, при которых несколько обрабатываемых отдельно компонентов заменяются одной литой деталью, что устраняет операции изготовления, сокращает количество закупаемых компонентов, упрощает управление складскими запасами и исключает сборочные операции, требующие трудозатрат и вносящие дополнительную изменчивость в качество. Например, корпус насоса, который традиционно собирается из пяти обработанных деталей путём сварки, может быть изготовлен как единая литая деталь, что позволяет отказаться от подготовки под сварку, изготовления оснастки для фиксации, трудозатрат на сварку, термообработки после сварки и контроля качества сварных швов. Затраты на оснастку для литья по выплавляемым моделям остаются умеренными по сравнению со стоимостью штампов для ковки или сложных приспособлений для механической обработки, особенно при малых и средних объёмах производства, когда возможность получения нескольких деталей на одном литейном дереве позволяет распределить стоимость модели на большое количество изделий. Высокая размерная стабильность, обеспечиваемая литьём по эталонным моделям, снижает объём контрольных операций и процент брака, что уменьшает затраты на контроль качества и минимизирует дорогостоящий брак частично готовых деталей. Преимущества по времени наладки проявляются в том, что каждое литейное дерево одновременно производит несколько деталей, повышая фактическую производственную мощность без пропорционального увеличения числа оборудования или персонала. Гибкость регулирования объёмов выпуска без существенных изменений в оснастке позволяет адаптироваться к колебаниям рыночного спроса: избегать избыточных складских запасов в периоды низкого спроса и быстро наращивать выпуск при росте заказов. Долгосрочные экономические выгоды включают увеличение срока службы деталей благодаря превосходным свойствам материала, снижение количества гарантийных обращений, вызванных отказами в эксплуатации, а также снижение затрат на техническое обслуживание, поскольку прочные литые детали лучше сопротивляются износу и коррозии по сравнению с собранными или обработанными альтернативами. Эти совокупные экономические преимущества делают процесс литья по выплавляемым моделям из нержавеющей стали финансово обоснованным выбором технологии производства, ориентированным на оптимизацию общей стоимости владения изделием, а не только на минимизацию первоначальной цены за единицу.