Lëshim shumë të veçantë për gjeometri komplekse
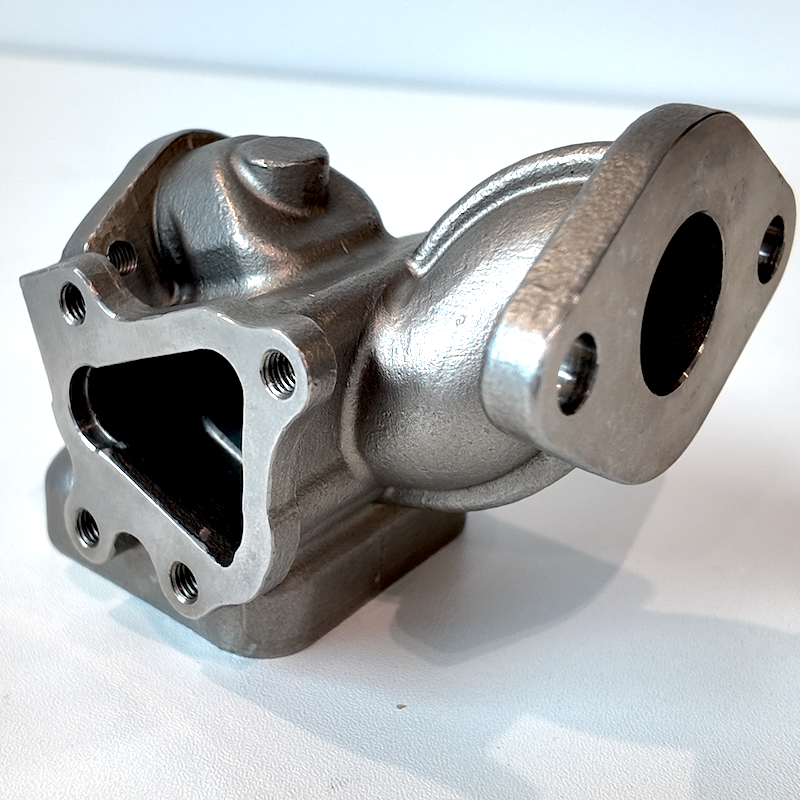
Procesi i hedhjes me investim në çelik inox dallon nga metodat e zakonshme të prodhimit duke ofruar fleksibilitet të paparë në dizajn, që i jep inxhinierëve dhe zhvilluesve të produkteve mundësinë të shpërthejnë kufijtë e asaj që është e mundur në dizajnimin e pjesëve metalike. Qasjet tradicionale të gatimit imponojnë kufizime të mëdha, pasi mjetet e prerjes duhet të kenë qasje fizike në të gjitha sipërfaqet që po formohen, duke kufizuar dizajnet në gjeometri relativisht të thjeshta me rrugë të thjeshta për mjetet. Proceset e forguar kufizojnë gjithashtu kompleksitetin, sepse metalet duhet të rrjedhin brenda kavitetit të matricave, të cilat mund të hapen dhe mbyllen, duke eliminuar mundësinë e krijimit të karakteristikave të vërteta të mbuluar brendas. Në kundërshtim, kjo metodë e hedhjes ndërton një mold keramike rreth një modeli të përdorshëm vetëm një herë, pastaj e shkatërron atë mold për të nxjerrë pjesën e përfunduar, çka eliminon themelorisht kufizimet gjeometrike që pengojnë teknikat e tjera. Dizajnerët mund të integrojnë kanale të ftohjes brendas, struktura bumbulluke, trashësi të ndryshueshme të mureve, kënde të mprehta brendas, tekstura të hollësishme sipërfaqesh dhe forma organike, të cilat do të kërkonin dhjetëra operacione gatimi ose do të ishin plotësisht të pamundura për t'u prodhuar me metoda zbritëse. Kjo aftësi transformon mënyrën se si projektohen produktet, duke lejuar optimizimin për performancë, jo për konveniencën e prodhimit. Aplikimet ajrospaciale profitin veçanërisht nga kjo liri e dizajnit, pasi inxhinierët krijojnë pllaka turbinash me kalime të sofistikuara të ftohjes brendas, të cilat përmirësojnë efikasitetin e motorit dhe zgjasin jetëgjatësinë e pjesëve në mjedise ekstreme operimi. Prodhuesit e instrumenteve mjekësore përdorin këto aftësi për të prodhuar vegla kirurgjikale me përgjithësime ergonomike, sipërfaqe punuese të sakta dhe karakteristika të integruara që përmirësojnë funksionalitetin, ndërkohë që reduktojnë numrin e pjesëve. Procesi i hedhjes me investim në çelik inox pranon nën-kutimet dhe këndet e kundërta të pjerrësisë, të cilat do të parandalonin nxjerrjen e pjesës nga moldet tradicionale, duke hapur mundësi krijuese për mekanizma bllokimi, karakteristika të lidhjes së shpejtë (snap-fit) dhe detaje estetike. Trashësia e mureve mund të ndryshojë dramatikisht brenda një pjesë të vetme, duke kaluar nga seksionet strukturore të rënda deri te zonat e holla me mur më pak se një milimetër, të gjitha brenda të njejtës hedhje. Kjo variabilitet lejon inxhinierët të vendosin materialin saktësisht aty ku nevojitet fortësia, ndërsa minimizojnë peshën në zonat jo-të-rëndësishme, një qasje që është thelbësore në aplikimet e ndjeshme ndaj peshës, si pjesët e avionëve, pajisjet e garave dhe pajisjet portative. Përfaqësimi i sipërfaqes që rezulton direkt nga procesi i hedhjes kap hollësira të mëdha nga modeli origjinal, riprodhoni teksturat, logot, numrat e pjesëve dhe elementët dekorativë pa operacione shtesë. Kompanitë përdorin këtë aftësi për të krijuar pjesë me markë, për të integruar udhëzimet e montimit drejtpërdrejt në pjesë dhe për të arritur cilësi estetike që përmirësojnë atraktivitetin e produktit. Implikimet ekonomike të kësaj fleksibiliteti të dizajnit shtrihen jashtë prodhimit fillestar, pasi montimet e thjeshtuara me më pak fiksues reduktojnë kompleksitetin e inventarit, e thjeshtojnë kontrollin e cilësisë dhe ulin kostot e garantive të lidhura me dëmtimet mekanike në interface-t e lidhjeve.