processen för lost-foam-gjutning av rostfritt stål
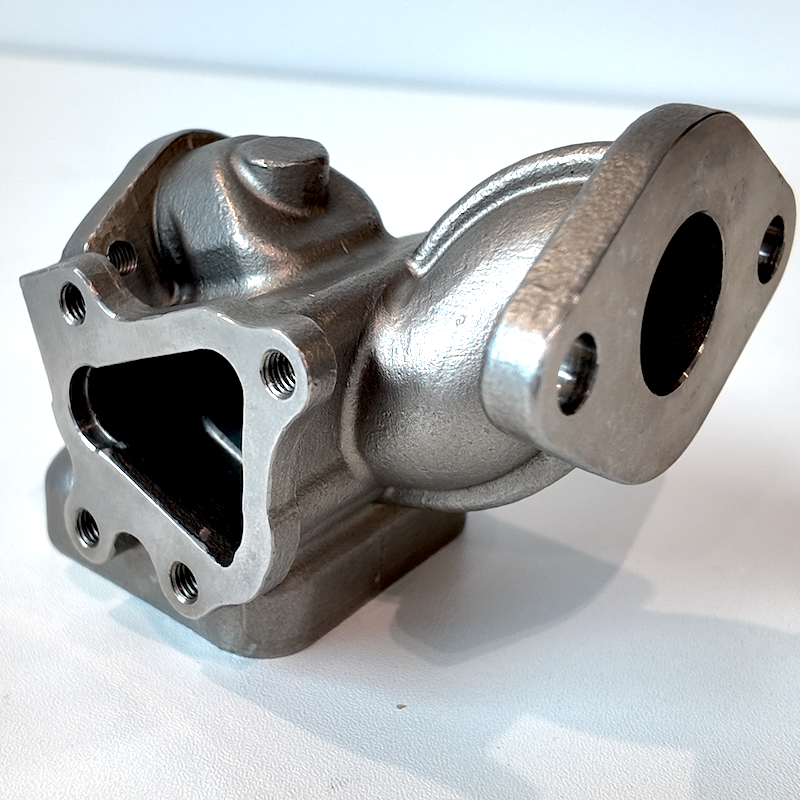
Processen för investeringsgjutning av rostfritt stål utgör en sofistikerad tillverkningsmetod som omvandlar smält rostfritt stål till precisionskomponenter med exceptionell noggrannhet och ytkvalitet. Denna århundradegamla metod, även känd som lost-wax-gjutning (vaxgjutning), har utvecklats till en modern industriell lösning för tillverkning av komplexa metallkomponenter som skulle vara svåra eller omöjliga att framställa med traditionella maskinbearbetningsmetoder. Processen för investeringsgjutning av rostfritt stål börjar med att skapa ett detaljerat vaxmönster som exakt återger den önskade slutkomponenten. Flera vaxmönster monteras på ett centralt sprött system och bildar en trädliknande struktur som möjliggör samtidig gjutning av flera delar. Denna sammansättning doppas sedan upprepade gånger i en keramisk slurry och täcks med fina refraktära material, vilket bygger upp ett robust skal runt vaxmönstren. När det keramiska skalet nått tillräcklig tjocklek och styrka utsätts det för en upphettning som smälter bort vaxet och lämnar kvar en ihålig keramisk form. Smält rostfritt stål, upphettat till temperaturer över 1500 grader Celsius, hälls i denna hålrum och fyller varje detalj i formen. Efter stelnning och svalning bryts det keramiska skalet bort, vilket avslöjar de gjutna komponenterna av rostfritt stål. Processen för investeringsgjutning av rostfritt stål är särskilt lämplig för tillverkning av delar med komplex geometri, tunna väggar, intrikata interna kanaler och strikta toleranser, vanligtvis i intervallet 0,003–0,005 tum per tum. Denna tillverkningsmetod används omfattande inom många olika branscher, bland annat luft- och rymdfart, medicintekniska apparater, bilindustrin, livsmedelsindustrin, marinutrustning och industriell maskinteknik. Komponenter som tillverkas med denna process inkluderar turbinblad, kirurgiska instrument, pumpkåpor, ventilkroppar, vapenkomponenter och dekorativa arkitektoniska element. De teknologiska egenskaperna hos denna process gör det möjligt för tillverkare att sammanfoga flera delar till en enda gjutning, minska materialspill, minimera sekundära maskinbearbetningsoperationer och uppnå överlägsna ytytor direkt från formen. Den stora flexibiliteten att arbeta med olika legeringar av rostfritt stål – från austenitiska sorters som 304 och 316 till martensitiska och utfällningshärdade varianter – gör denna process ovärderlig för applikationer som kräver korrosionsbeständighet, hög hållfasthet och biokompatibilitet.