Виняткові властивості матеріалу та експлуатаційні характеристики
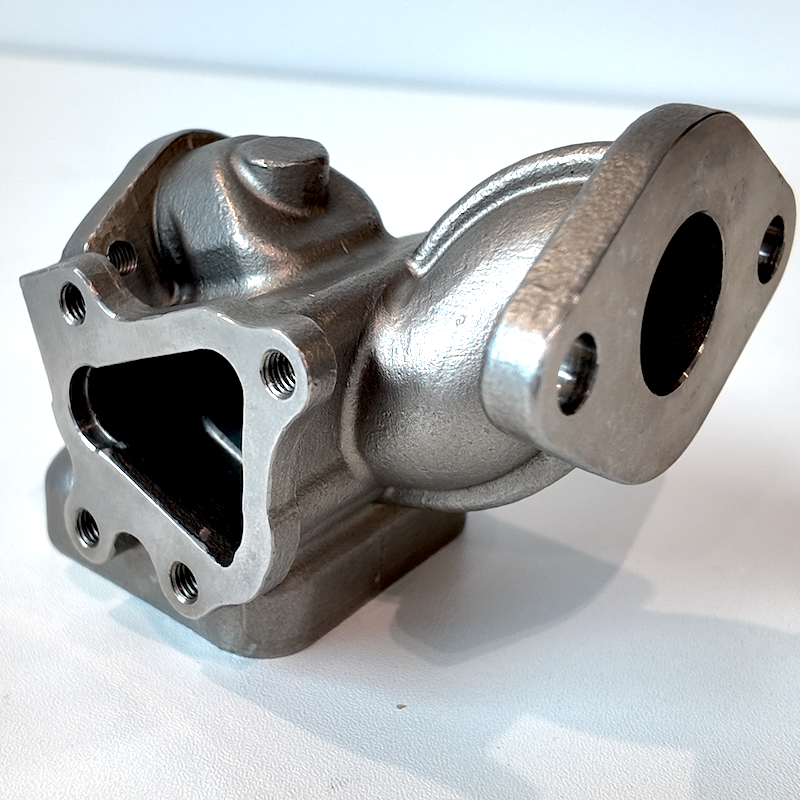
Компоненти, виготовлені методом ливарства за втраченою восковою моделлю з нержавіючої сталі, мають властивості матеріалу та експлуатаційні характеристики, які відповідають або перевищують жорсткі вимоги критичних застосувань у різних галузях, де невдача є недопустимою. Металургійна цілісність, досягнута завдяки цьому методу виробництва, забезпечується строго контрольованим процесом кристалізації всередині керамічної форми, що призводить до утворення мікроструктури з дрібними зернами й однорідним хімічним складом по всьому об’єму компонента. На відміну від зварних зборок, де зони, впливу тепла, створюють ділянки з різною твердістю, структурою зерен і потенційною слабкістю, литі компоненти зберігають постійні властивості від поверхні до серцевини, усуваючи мікроструктурні розриви, які можуть стати місцями зародження тріщин і втомних руйнувань. Процес ливарства за втраченою восковою моделлю з нержавіючої сталі дозволяє використовувати широкий спектр складів сплавів, у тому числі аустенітні нержавіючі сталі, що забезпечують відмінну корозійну стійкість і ударну в’язкість при кріогенних температурах, мартенситні марки, які надають високу міцність і твердість, феритні різновиди з переважною стійкістю до корозійного растріскування під напруженням, а також сплави, що зміцнюються виділенням, які поєднують високу міцність із захистом від корозії. Ця різноманітність матеріалів дає інженерам змогу точно підібрати властивості компонентів під конкретні вимоги застосування — чи то вплив морської води в морських умовах, агресивних хімічних речовин у технологічному обладнанні, екстремальних температур у енергетичних установках чи суворих вимог біосумісності в медичних імплантатах. Однорідна структура литих компонентів забезпечує ізотропні механічні властивості, тобто міцність і пластичність залишаються постійними незалежно від напрямку навантаження, на відміну від кованих або оброблених різанням деталей, властивості яких підпорядковані напрямку росту зерен і можуть проявляти слабкість у напрямку, перпендикулярному до меж зерен. Ця особливість є особливо цінною для компонентів, що зазнають складних станів напруження або циклічних навантажень з кількох напрямків, оскільки інженери можуть з високою впевненістю прогнозувати їхню поведінку, не враховуючи варіацій властивостей у залежності від напрямку. Якість поверхні, отримана безпосередньо після ливарства, включає природний оксидний шар, що підвищує корозійну стійкість, а гладка литва поверхня зменшує концентрацію напружень, яка прискорює розповсюдження тріщин і передчасне руйнування. Здатність лити тонкі перерізи дозволяє конструкторам зменшувати масу компонентів без втрати структурної цілісності, досягаючи співвідношення міцності до маси, що дорівнює або перевершує аналогічне співвідношення для оброблених різанням деталей, одночасно усуваючи наклеп, що виникає під час різання й може викликати залишкові напруження. Контроль якості на всіх етапах процесу ливарства за втраченою восковою моделлю з нержавіючої сталі включає спектрографічний аналіз для підтвердження складу сплаву, механічні випробування для перевірки міцності та пластичності, а також неруйнівний контроль для виявлення будь-яких внутрішніх дефектів, що гарантує відповідність поставлених компонентів технічним вимогам та їх надійну роботу протягом усього терміну експлуатації. Галузі зі суворими вимогами щодо сертифікації — такі як авіаційно-космічна, атомна та медична — покладаються на документовану просліджуваність і доведену історію експлуатаційної надійності литих компонентів з нержавіючої сталі в застосуваннях, де безпека людини залежить від абсолютної надійності.