Kainos našumas dėl mažesnių atliekų ir minimalių antrinių operacijų
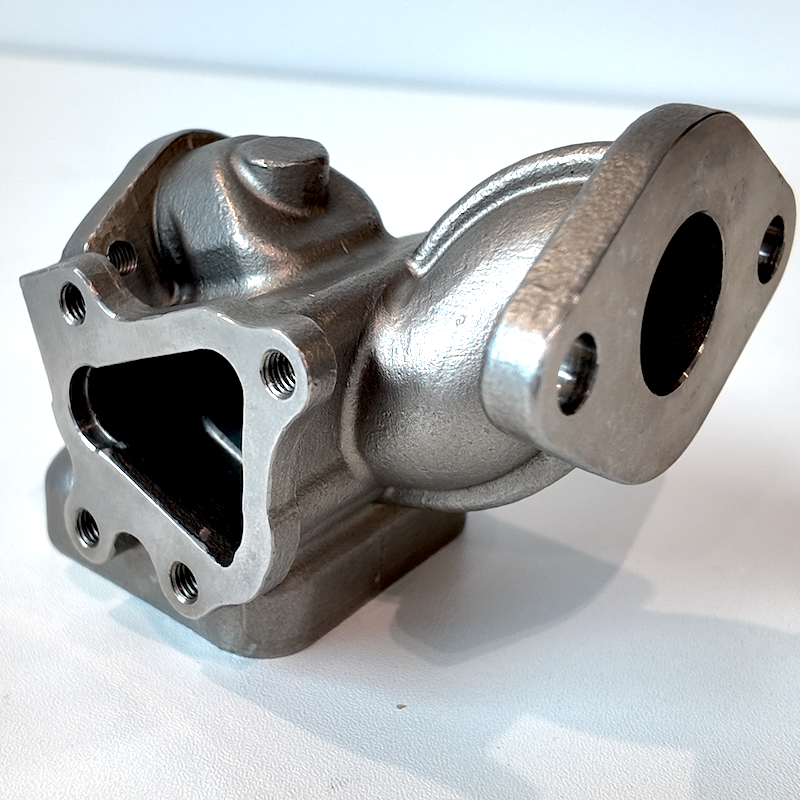
Ekonominiai privalumai, būdingi nerūdijančiojo plieno tikslinio liejimo procesui, išeina toli už paprastų vieneto kainos palyginimų ribų ir užtikrina visapusišką kaštų sumažėjimą visame gaminio gyvavimo cikle – nuo pradinio kūrimo per gamybą, surinkimą ir eksploatacijos metu atliekamą techninę priežiūrą. Vienas svarbiausių ekonominių privalumų yra medžiagų naudojimo efektyvumas, nes šis liejimo metodas leidžia pasiekti beveik galutinės formos gamybos rezultatus, kurie minimaliai sumažina skirtumą tarp žaliavos įvesties ir baigtos detalės išvesties. Tradicinis apdirbimas prasideda per didelėmis strypų, lakštų ar kaltais gaminiais, o po to reikšminga dalis medžiagos pašalinama pjovimo operacijomis, kurių metu brangus nerūdijantysis plienas virsta nevertais skiediniais, kuriuos reikia šalinti arba perdirbti už nedidelę dalį pradinės kainos. Priešingai, tikslinio liejimo metodas efektyviai naudoja medžiagą, formuodamas detales labai arti galutinių matmenų, o kritiniuose paviršiuose įprasti apdirbimo leidžiami nuokrypiai sudaro tik 0,010–0,030 colio. Šis efektyvumas tampa vis labiau reikšmingas didėjant detalių dydžiui ir medžiagų kainoms, o sudėtingose detalėse medžiagų taupymas palyginti su apdirbamosiomis alternatyvomis gali siekti 40–60 procentų. Antrinių apdirbimo operacijų sumažėjimas tiesiogiai lemia mažesnius gamybos kaštus – mažesnį įrengimų naudojimo laiką, sumažėjusį įrankių nusidėvėjimą, mažesnę energijos sąnaudą ir mažesnius darbo jėgos poreikius. Daugelis liejimo detalių reikalauja tik nedidelio baigiamojo apdirbimo sandarinamuose paviršiuose ar tiksliai išgręžtuose skylių plotuose, tuo tarpu nekritiniai plotai paliekami kaip yra išliejimo būdu, todėl visiškai pašalinami valandų ilgio nereikalingi apdirbimo etapai, kurie padidina kaštus, bet nepagerina funkcionalumo. Nerūdijančiojo plieno tikslinio liejimo procesas leidžia taikyti detalių sujungimo strategijas, kai kelios apdirbamos detalės sujungiamos į vieną liejimą, todėl pašalinamos surinkimo operacijos, sumažinamas pirkiamų detalių kiekis, supaprastinama atsargų valdymo sistema ir eliminuojamos surinkimo operacijos, kurios reikalauja darbo jėgos ir gali sukelti kokybės svyravimus. Pavyzdžiui, siurblio korpusas, kuriam reikėtų suvirinti penkias apdirbamas dalis, gali būti pagamintas kaip viena liejimo detalė, todėl pašalinami virškinimo paruošimo darbai, fiksavimo įrenginiai, virškinimo darbai, po virškinimo šiluminis apdorojimas ir suvirintų jungčių vientisumo tikrinimas. Tikslinio liejimo šablonų gamybos kaštai išlieka umėriški lyginant su kalimo šablonais ar sudėtingais apdirbimo įrenginiais, ypač mažose ir vidutinėse gamybos serijose, kai galimybė viename šablonų medelyje išlieti kelias detales leidžia išsklaidyti šablonų gamybos kaštus per daugelį komponentų. Dėl tikslaus matmenų stabilumo, pasiekiamo liejant iš etaloninių šablonų, sumažėja kontrolės poreikis ir atmetimo rodikliai, todėl mažėja kokybės kontrolės kaštai ir mažėja brangūs išmetami pusiau pagamintų detalių kiekiai. Pranašumai susiję su paruošimo laiku, nes kiekvienas šablonų medelis vienu metu gamina kelias detales, todėl padidėja veiksminga gamybos našumas be proporcingo įrangos ar darbo jėgos sąnaudų padidėjimo. Gamybos apimčių lankstumas be reikšmingų šablonų keitimo leidžia prisitaikyti prie rinkos paklausos svyravimų – taip išvengiama perteklinių atsargų laikymo kaštų lėtėjant verslui ir kartu užtikrinama greita reakcija į padidėjusius užsakymus. Ilgalaikiai ekonominiai privalumai apima ilgesnį komponentų tarnavimo laiką dėl aukštesnių medžiagų savybių, sumažėjusius garantinius reikalavimus dėl lauko eksploatacijos gedimų bei mažesnius techninės priežiūros kaštus, nes tvirtos liejimo detalės geriau atsparios dilimui ir korozijai nei surinktos alternatyvos. Šie kaupiamieji ekonominiai privalumai daro nerūdijančiojo plieno tikslinio liejimo procesą finansiškai racionaliu gamybos sprendimu, kuris optimizuoja bendrus savininkystės kaštus, o ne tik sutelkia dėmesį į pradinę vieneto kainą.